ऑटोमोबाइल व्हील उत्पादों के सरफेस इंडक्शन हीट ट्रीटमेंट से पहले, प्रारंभ करनेवाला का डिज़ाइन बहुत महत्वपूर्ण है। की गुणवत्ता प्रेरण हीटिंग का तार उत्पाद की डिबगिंग और प्रसंस्करण को सीधे प्रभावित करता है और उत्पाद की शमन गुणवत्ता पर बहुत प्रभाव डालता है। एक निश्चित उत्पाद के प्रेरण गर्मी उपचार के लिए, उत्पाद कमीशन के पूरा होने के लिए प्रारंभ करनेवाला के डिजाइन का विश्लेषण और चर्चा करें।
अवलोकन
धातुओं को प्रारंभ करनेवाला में गर्म किया जा सकता है, मुख्य रूप से विद्युत चुम्बकीय प्रेरण की घटना पर निर्भर करता है। विद्युत चुम्बकीय प्रेरण का सार है: एक वैकल्पिक चुंबकीय क्षेत्र एक वैकल्पिक विद्युत क्षेत्र का कारण बनता है, और एक वैकल्पिक विद्युत क्षेत्र एक वैकल्पिक चुंबकीय क्षेत्र का कारण बनता है। जब एक प्रत्यावर्ती धारा एक कंडक्टर से गुजरती है, तो कंडक्टर की सतह पर वर्तमान घनत्व अपेक्षाकृत बड़ा होता है, जबकि कंडक्टर के अंदर वर्तमान घनत्व अपेक्षाकृत छोटा होता है। यह घटना त्वचा का प्रभाव है, जिसे त्वचा प्रभाव या सतह प्रभाव के रूप में भी जाना जाता है। इसके अलावा, निकटता प्रभाव और रिंग प्रभाव भी हैं, जो प्रेरण गर्मी उपचार के लिए बहुत महत्वपूर्ण हैं। प्रेरण गर्मी उपचार कम ताप समय, कम ऑक्साइड त्वचा, छोटे विरूपण, ऊर्जा की बचत और पर्यावरण संरक्षण है, और मशीनीकरण और स्वचालन का एहसास करना आसान है। इसलिए, यह ऑटोमोबाइल विनिर्माण, ट्रैक्टर, निर्माण मशीनरी, भारी मशीनरी, असर उद्योग, रेलवे और धातु विज्ञान और अन्य उद्योगों में व्यापक रूप से उपयोग किया जाता है। चलन बहुत अच्छा है।
लेखक में लगे हुए हैं प्रेरण सख्त लगभग 10 वर्षों के लिए ऑटोमोबाइल व्हील हब। बाहरी निकला हुआ किनारा और आंतरिक निकला हुआ किनारा के प्रेरण गर्मी उपचार की प्रक्रिया प्रवाह का विश्लेषण किया जाता है और सहकर्मियों द्वारा संदर्भ और चर्चा के लिए नीचे क्रमबद्ध किया जाता है।
उत्पाद ड्राइंग विश्लेषण
बाहरी निकला हुआ किनारा और आंतरिक निकला हुआ किनारा की संरचनाएं क्रमशः चित्र 1 और चित्र 2 में दिखाई गई हैं।
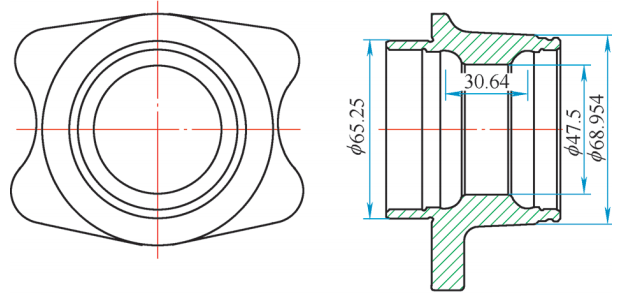
चित्रा 1 बाहरी निकला हुआ किनारा संरचना
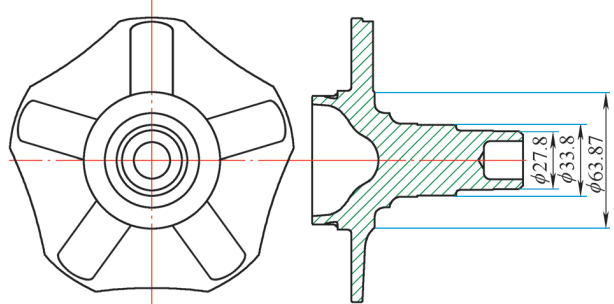
चित्रा 2 आंतरिक निकला हुआ किनारा संरचना
1. महत्वपूर्ण आयाम
बाहरी निकला हुआ किनारा (आंतरिक छेद): उत्पाद की दीवार की मोटाई, भीतरी व्यास, ऊंचाई, नाली रिक्ति, आधार चक्र आकार, समग्र संरचना, आदि।
इस उत्पाद की खांचे की दूरी 30.64 मिमी है, बेस सर्कल का व्यास 65.25 मिमी है, कैलिबर की दीवार की मोटाई 10 मिमी है, और शमन क्षेत्र की लंबाई 40 मिमी है। आंतरिक निकला हुआ किनारा (बाहरी सर्कल): उत्पाद के मुख्य चैनल का शाफ्ट व्यास, शाफ्ट ऊंचाई, आधार सर्कल आकार, और समग्र संरचना, आदि। उत्पाद 33.8 मिमी के मुख्य चैनल व्यास के साथ एक ठोस शाफ्ट है, शाफ्ट की ऊंचाई 71.1 मिमी, 60 मिमी का एक आधार चक्र व्यास और 52 मिमी की शमन क्षेत्र की लंबाई।
2. तकनीकी आवश्यकताओं
हीट ट्रीटमेंट तकनीकी आवश्यकताओं को चित्र 3 और चित्र 4 में दिखाया गया है।
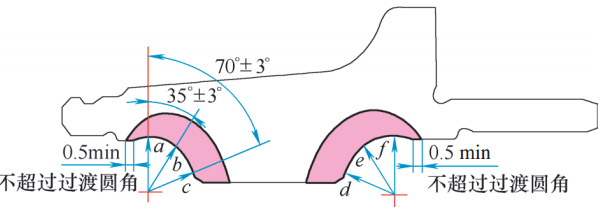
चित्र 3 बाहरी निकला हुआ किनारा
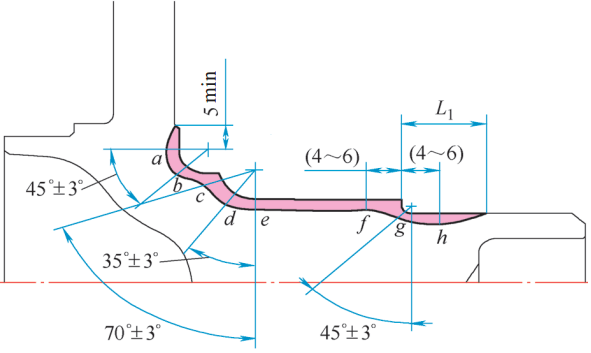
चित्रा 4 भीतरी निकला हुआ किनारा
(1) आंतरिक और बाहरी निकला हुआ किनारा शमन और तड़के के लिए तकनीकी आवश्यकताएं
शमन सतह की कठोरता 62-65HRC है, और तड़के की सतह की कठोरता 59-63HRC है। मेटलोग्राफिक संरचना मार्टेंसाइट 4 ~ 6 है।
(2) बाहरी निकला हुआ किनारा का पता लगाने के लिए तकनीकी आवश्यकताएं
पैटर्न कोण की दिशा में पाया गया, ए, एफ पॉइंट डीएस = 1.9 ~ 3.2 मिमी; बी, ई पॉइंट डीएस = 2.2 ~ 3.7 मिमी; सी, डी बिंदु डीएस ≥ 2.4 मिमी।
(3) आंतरिक निकला हुआ किनारा पहचान के लिए तकनीकी आवश्यकताएं
पैटर्न कोण दिशा में ए, बी, ई, एच पॉइंट डीएस = 1.9 ~ 3.7 मिमी का पता लगाएं; डी पॉइंट डीएस = 2.2 ~ 3.7 मिमी; जी बिंदु Ds≥1.5mm; सी बिंदु Ds≥2.4mm; एफ प्वाइंट डीएस = 2 ~ 6 मिमी।
3. उत्पाद सेंसर पैटर्न का निर्माण करें
उपरोक्त आयामी डेटा और उत्पाद से संबंधित तकनीकी आवश्यकताओं के अनुसार, सेंसर की कुल ऊंचाई और प्रभावी सर्कल के आकार को मापें, सेंसर के डिज़ाइन पैटर्न को ड्रा करें, इसे वास्तविक स्थिति के अनुसार संशोधित करें, और अंत में आकार का निर्धारण करें प्रेरण सख्त कुंडल।
4. इंडक्शन हार्डनिंग कॉइल की सामग्री और आकार निर्धारित करें
RSI प्रेरण सख्त कुंडल एक प्रभावी तार, एक प्रवाहकीय प्लेट, एक संपर्क प्लेट और सहायक उपकरण से बना है, और विभिन्न सामग्रियों से बना है।
(1) प्रवाहकीय संपर्क प्लेट, प्रभावी रिंग और प्रवाहकीय प्लेट। T2 शुद्ध तांबे से बना है और पीतल के इलेक्ट्रोड के साथ ब्रेज़्ड है।
(2) पानी के इनलेट और आउटलेट पाइप गोल तांबे के पाइप होते हैं जिनका बाहरी व्यास 12 मिमी और दीवार की मोटाई 2 मिमी होती है; 14 मिमी × 14 मिमी × 2 मिमी के वर्ग तांबे के पाइप।
(3) प्रभावी चक्र। बाहरी निकला हुआ किनारा का चौकोर तांबे का पाइप 8 मिमी × 10 मिमी × 1.5 मिमी है; आंतरिक निकला हुआ किनारा का चौकोर तांबे का पाइप 12 मिमी × 15 मिमी × 2 मिमी है।
1. प्रेरण सख्त कुंडल डिजाइन पैटर्न
RSI प्रेरण सख्त कुंडल डिजाइन चित्र 5 में दिखाया गया है।
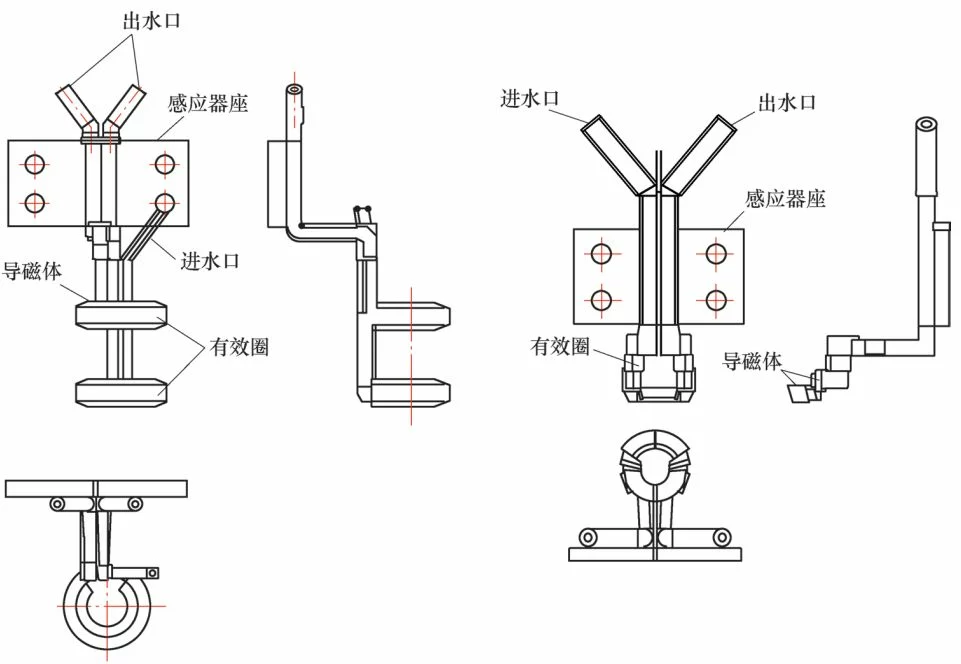
चित्रा 5 प्रेरण सख्त कुंडल डिजाइन पैटर्न
(1) उत्पाद संरचना के अनुसार, सेंसर पैटर्न को डिज़ाइन, मापें और ड्रा करें, और प्रत्येक घटक के नाम को चिह्नित करें।
(2) संपर्क प्लेट। जैसा कि चित्र 6 में दिखाया गया है।
चित्र 6 कनेक्ट प्लेट
संपर्क प्लेट को यह सुनिश्चित करना चाहिए कि इसे शमन ट्रांसफार्मर के साथ मज़बूती से, कसकर और मजबूती से जोड़ा जा सकता है। संपर्क प्लेट की मोटाई> 1.57d (डी वर्तमान प्रवेश गहराई है), लेकिन <12 मिमी, और यहां प्लेट की मोटाई 10 मिमी होनी चाहिए।
सेंसर की शक्ति के अनुसार बोर्ड की चौड़ाई बदलती रहती है। आम तौर पर, इसे 60-190 मिमी की सीमा के भीतर चुना जाता है, और जब बिजली बड़ी होती है तो ऊपरी सीमा का चयन किया जाता है। यहां, बोर्ड की चौड़ाई को 60 मिमी के रूप में चुना गया है, और बोर्ड की लंबाई को 70 मिमी के रूप में चुना गया है।
संपर्क प्लेट पर दबाने वाले बोल्ट का पंचिंग व्यास 15 मिमी है, और कुल 4 बोल्ट छेद हैं, और बोल्ट M12 का उपयोग कर सकते हैं। यह ध्यान दिया जाना चाहिए कि चार फिक्सिंग छेदों की स्थिति को अच्छी तरह से मापा जाना चाहिए, अन्यथा ट्रांसफॉर्मर के साथ कनेक्शन नहीं होगा।
इसके अलावा, प्रारंभ करनेवाला पर शक्ति कंडक्टर की लंबाई के साथ वितरित की जाती है, इसलिए प्रवाहकीय प्लेट संकीर्ण होने के बजाय चौड़ी होनी चाहिए।
(3) सेंसर का प्रभावी वृत्त डिजाइन। सेंसर उत्पादन की गुणवत्ता सुनिश्चित करने के लिए, कुछ आवश्यक मोल्ड तैयार किए जाने चाहिए।
प्रभावी रिंग के उत्पादन के लिए मैंड्रेल मोल्ड (चित्र 7 देखें) को घुमावदार करने की आवश्यकता होती है, और कॉपर ट्यूब एनीलिंग के बाद मैंड्रेल पर घाव होता है। मैंड्रेल का व्यास तैयार उत्पाद को घुमाने के बाद प्रारंभ करनेवाला की तुलना में थोड़ा छोटा होना चाहिए।

चित्र 7 वाइंडिंग मैंड्रेल मोल्ड
एक उदाहरण के रूप में बाहरी निकला हुआ किनारा लें: इंडक्शन कॉइल के प्रभावी सर्कल में कॉपर ट्यूब की चौड़ाई 10 मिमी है, उत्पाद के कंधे का व्यास 47.5 मिमी है, और मैंड्रेल का व्यास 35 मिमी हो सकता है। आंतरिक निकला हुआ किनारा उत्पाद भी मैंड्रेल वाइंडिंग का चयन करता है, जिसमें घुमावदार उत्पाद के आर कोने पर इंडक्शन कॉइल का चयन किया जा सकता है, मैंड्रेल का व्यास 63 मिमी हो सकता है, और इंडक्शन कॉइल के इस खंड को एक ढलान में संसाधित किया जाना चाहिए आर कोने पर शमन दक्षता में सुधार करने के लिए एक निश्चित कोण। . ड्राइंग के आकार के अनुसार अन्य भागों के प्रभावी छल्ले घाव हैं।
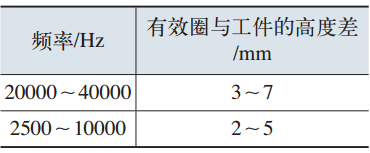
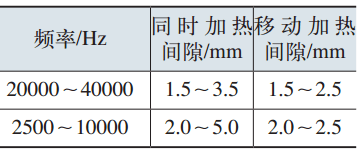
(4) पैरामीटर निर्धारित हैं। प्रारंभ करनेवाला बाहरी सर्कल शमन और भीतरी छेद शमन में बांटा गया है। प्रभावी सर्कल और वर्कपीस के बीच की ऊंचाई का अंतर और प्रभावी सर्कल और वर्कपीस के बीच का अंतर ऑन-साइट क्वेंचिंग उपकरण की आवृत्ति के अनुसार निर्धारित किया जाना चाहिए, जैसा तालिका 1 से तालिका 4 में दिखाया गया है।
तालिका 1 आंतरिक छिद्र के गर्म होने पर प्रभावी रिंग और वर्कपीस के बीच ऊँचाई का अंतर
तालिका 2 आंतरिक छिद्र के गर्म होने पर प्रभावी रिंग और वर्कपीस के बीच का अंतर
तालिका 3 प्रभावी रिंग और वर्कपीस के बीच ऊंचाई का अंतर जब बाहरी सर्कल को एक ही समय में गर्म किया जाता है
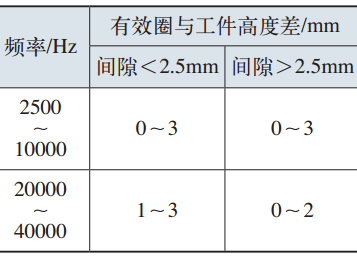
तालिका 4 बाहरी सर्कल गर्म होने पर प्रभावी रिंग और वर्कपीस के बीच का अंतर
उत्पाद डिबगिंग और स्वीकृति
1. स्थापना
(1) एक का चयन करें सख्त मशीन उपकरण सेंसर और सहायक उपकरणों को स्थापित करने के लिए, जैसा कि चित्र 16 में दिखाया गया है।
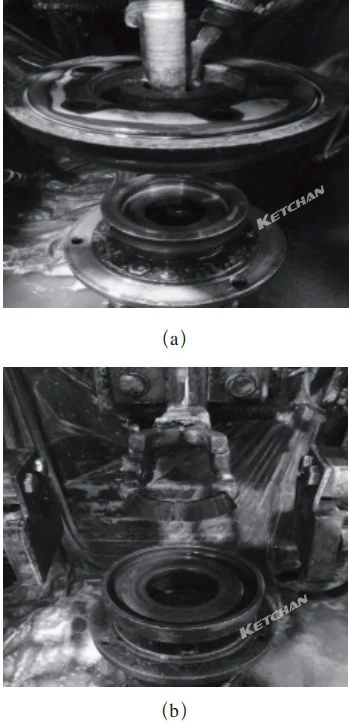
चित्र 16 प्रेरण कुंडल और सहायक उपकरण स्थापना
स्थापना सावधानियां:
- टूलिंग स्थापित करते समय इंडक्शन कॉइल और ट्रांसफार्मर के बीच कनेक्शन की निकटता पर ध्यान देना सुनिश्चित करें, और बोल्ट लॉक होना चाहिए।
- सेंसर स्थापित करते समय प्रभावी सर्कल और उत्पाद की लंबवतता पर ध्यान दें, सेंसर झुकाया नहीं जा सकता है, अन्यथा यह उत्पाद की शमन गुणवत्ता को प्रभावित करेगा।
- बाहरी निकला हुआ किनारा एक उत्पाद दबाव आस्तीन के साथ गर्मी-अवशोषित डिवाइस के रूप में स्थापित करने की आवश्यकता है, जो कुछ सहायक बाहरी छिड़काव विधियों की तुलना में अधिक स्थिर है।
- फिक्स्चर पर घुमाए जाने पर वर्कपीस के गोलाकार रनआउट की जांच करें। सामान्य टूलींग सर्कुलर रनआउट ≤ 0.3 मिमी।
(2) की शक्ति मिलान प्रेरण सख्त उपकरण 250kW/8~30kHz है।
(3) सख्त उपकरण को समायोजित करें, उपयुक्त सख्त प्रक्रिया का निर्धारण करें, और उत्पाद की सख्त तकनीकी आवश्यकताओं को पूरा करें।
बाहरी निकला हुआ किनारा उत्पाद: बिजली इनपुट अनुपात 98%, हीटिंग समय 7.4s, ठंडा समय 14s, शमन तरल एकाग्रता 1.5% ~ 2.5%।
आंतरिक निकला हुआ किनारा उत्पाद: बिजली इनपुट अनुपात 98%, हीटिंग समय 7.7 एस, ठंडा समय 20 एस, शमन तरल एकाग्रता 1.5% ~ 2.5%।
शंघाई ह्यूटन पानी में घुलनशील शमन तरल का उपयोग किया गया था, और इसकी एकाग्रता का पता एक रेफ्रेक्टोमीटर द्वारा लगाया गया था।
2. शीतलन उपकरण का समायोजन
(1) कूलिंग प्रेशर की गारंटी दें, यहां शमन तरल का कूलिंग प्रेशर 0.25-0.4MPa है, और सेंसर का कूलिंग प्रेशर 0.5-0.8MPa है।
(2) शीतलन उपकरण की स्थिति को समायोजित किया जाता है ताकि ठंडा पानी अवरुद्ध या अवरुद्ध न हो।
(3) ठंडा पानी के दो भाग होते हैं, एक शमन तरल होता है, और दूसरा सिस्टम ठंडा पानी होता है, और ताप विनिमायक आमतौर पर तापमान ठंडा करने के लिए उपयोग किया जाता है।
शमन तरल का तापमान आमतौर पर 35 डिग्री सेल्सियस से अधिक नहीं होता है। यदि तापमान बहुत अधिक है, तो यह अपर्याप्त शीतलन का कारण होगा, जिसके परिणामस्वरूप उत्पाद की गुणवत्ता की समस्या होगी। सिस्टम में ठंडा पानी का तापमान विद्युत उपकरणों को ठंडा करने के लिए शीतल जल है। यह तापमान आमतौर पर 30 डिग्री सेल्सियस पर नियंत्रित होता है और कमरे के तापमान से कम नहीं होना चाहिए। अन्यथा, पानी की बूंदें ठंडे बिजली के उपकरणों की सतह पर संघनित हो जाएंगी और बिजली के उपकरणों को आसानी से नुकसान पहुंचाएंगी।
3. उत्पाद निरीक्षण विधि
हीट ट्रीटमेंट उत्पाद निरीक्षण के लिए वायर कटिंग और मेटलोग्राफिक नमूना प्री-ग्राइंडिंग मशीनों की आवश्यकता होती है।
4. उत्पाद तड़के की प्रक्रिया
इंडक्शन-कठोर वर्कपीस के तड़के में सेल्फ-टेम्परिंग शामिल है, प्रेरण तड़के, और फर्नेस टेम्परिंग। यहां के उत्पादों को भट्टी में तपाया जाता है।
तड़के का तापमान वर्कपीस की तकनीकी आवश्यकताओं के अनुसार निर्धारित किया जाता है। आम तौर पर, जब कठोरता की आवश्यकता 52HRC से ऊपर होती है, तो तड़के का तापमान 180-200 ° C होता है और तड़के का समय 1.5h होता है; जब कठोरता की आवश्यकता 56HRC से ऊपर होती है, तो तड़के का तापमान 160 ° C हो सकता है और तड़के का समय 1.5h होता है।
इस उत्पाद की तड़के की प्रक्रिया को अंततः 165 डिग्री सेल्सियस के तापमान के तापमान और 2.5 घंटे के तड़के के समय के रूप में निर्धारित किया जाता है।
5. निरीक्षण
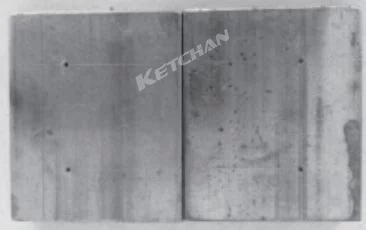
चित्र 17 और चित्र 18 उत्पाद के नमूने हैं जिन्हें सफलतापूर्वक डिबग किया गया है।

चित्रा 17 बाहरी निकला हुआ किनारा का शमन नमूना

चित्रा 18 आंतरिक निकला हुआ किनारा का शमन नमूना
तालिका 5 और तालिका 6 डिबगिंग उत्पादों के पहले भाग का निरीक्षण डेटा हैं
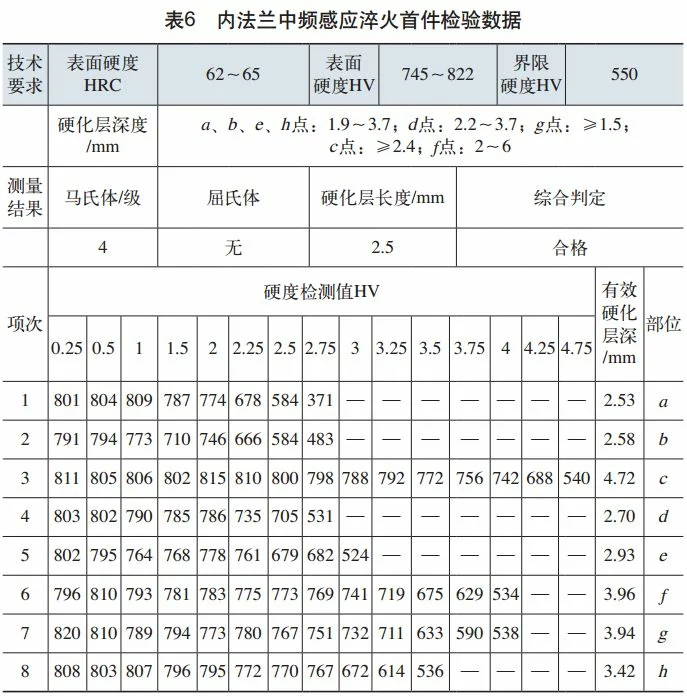
विकर्स कठोरता परीक्षक द्वारा परीक्षण किया गया, उत्पाद की सतह की कठोरता और प्रभावी कठोर परत की गहराई सभी तकनीकी आवश्यकताओं को पूरा करती है। टूलिंग सेंसर डिज़ाइन से लेकर उत्पाद डिबगिंग तक इस उत्पाद का ताप उपचार सफलतापूर्वक पूरा किया गया है।
उपसंहार
इंडक्शन कॉइल्स की संरचना, आकार और आकार इंडक्शन हार्डनिंग तकनीक के मुख्य मुद्दे हैं, जिनका सीधा प्रभाव होता है प्रेरण सख्त भागों की गुणवत्ता, उत्पादन क्षमता और ऊर्जा की खपत। इसलिए, एक उपयुक्त प्रेरण हीटिंग का तार इंडक्शन हार्डनिंग को उच्च गुणवत्ता, उच्च दक्षता और ऊर्जा की बचत प्राप्त करने का एक महत्वपूर्ण तरीका है।