यह प्रक्रिया परीक्षण मौजूदा उत्पादन स्थितियों के तहत है, केजीपीएस-80kW पर प्रोफाइलिंग सेंसर का उपयोग करते हुए कैंषफ़्ट पर जिसका बेस सर्कल त्रिज्या R250mm है मध्यम आवृत्ति बिजली की आपूर्ति और केक्यूसीजेसी-1500 सीएनसी सख्त मशीन उपकरण हमारी कंपनी द्वारा उत्पादित। फ्यूल इंजेक्शन कैंषफ़्ट सेक्शन के कैम प्रोफाइल और इनटेक और एग्जॉस्ट कैमशाफ़्ट सेक्शन इंडक्शन हार्डेड हैं। सेंसर और प्रक्रिया नियंत्रण के अनुकूलन के माध्यम से, कठोर परत की गहराई की समस्या (लिफ्ट की शीर्ष परत की गहराई बहुत गहरी है, और बेस सर्कल परत की गहराई बहुत उथली है), नरम क्षेत्र में संक्रमण क्षेत्र, और लिफ्ट के शीर्ष की अति ताप और क्रैकिंग हल हो जाती है।
1. भागों की तकनीकी आवश्यकताएं
(1) रासायनिक संरचना कैंषफ़्ट भागों की सामग्री 50CrMo4 (जर्मन ग्रेड 1.7228) है, और इसकी रासायनिक संरचना तालिका 1 में दिखाई गई है।
| तालिका 1: 50CrMo4 स्टील (द्रव्यमान अंश)% की रासायनिक संरचना | ||||||||
|---|---|---|---|---|---|---|---|---|
| तत्व | C | Si | Mn | Cr | Mo | P | S | Fe |
| मापित मान | 0.52 | 0.12 | 0.65 | 1.1 | 0.20 | 0.01 | 0.012 | अधिशेष |
| दीन 10083 मानक | 0.46 ~ 0.54 | ≤ 0.40 | 0.50 ~ 0.80 | 0.90 ~ 1.20 | 0.15 ~ 0.30 | ≤ 0.035 | ≤ 0.035 | अधिशेष |
(2) कैमशाफ्ट शमन के लिए तकनीकी आवश्यकताएं कैम प्रोफाइल पर कठोर परत की गहराई 5.5-8.5 मिमी है, और सतह की कठोरता 60-64 एचआरसी है।
2. समस्या का विवरण और समाधान
कठोर परत की गहराई और प्रेरण सख्त की सतह की कठोरता भिन्न होती है आवृत्ति इकाई क्षेत्र, आकार, और प्रारंभ करनेवाला का आकार, सामग्री, आकार और संसाधित भागों का आकार, उपचार से पहले मैट्रिक्स संरचना, हीटिंग विधि, हीटिंग समय, शीतलक मुख्य कारक जैसे प्रकार और शीतलन विधि भिन्न होती है।
आमतौर पर, जब कैंषफ़्ट कैम की सतह होती है प्रेरण कठोर, कैम लोब टिप पर कठोर परत की गहराई बहुत गहरी है, और कैम के बेस सर्कल में कठोर परत की गहराई उथली है; गुणवत्ता की समस्याएं जैसे एकरूपता और शमन दरारें। इसके लिए, हम उपर्युक्त संभावित समस्याओं को हल करने के लिए निम्नलिखित उपाय करते हैं।
- प्रारंभ करनेवाला संरचना अनुकूलन
सेंसर की संरचना में मुख्य रूप से सेंसर के प्रभावी सर्कल (वर्कपीस के साथ अंतर का निर्धारण), ऊंचाई और स्प्रे कोण का आंतरिक व्यास शामिल है।
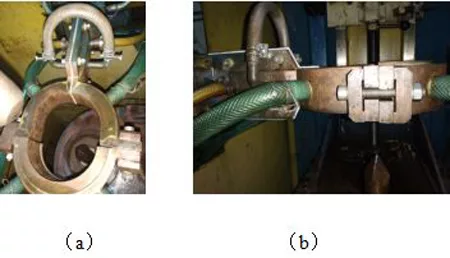
भाग के आकार के अनुसार, हमारी कंपनी एक विशेष प्रोफाइलिंग सेंसर बनाने के लिए एक पेशेवर सेंसर निर्माता को सौंपती है, विशेष रूप से सेंसर के बेस सर्कल के दोनों किनारों की ऊंचाई लगभग 4 मिमी तक बढ़ाने के लिए; यह सुनिश्चित करने के लिए कि प्रभावी चक्र और भाग के बीच का अंतर 5-6 मिमी है (चित्र 1 देखें)। प्रारंभ करनेवाला की आंतरिक खाई और ऊंचाई के बेहतर डिजाइन के माध्यम से, प्रारंभ करनेवाला की हीटिंग एकरूपता में सुधार होता है, और कठोर परत की गहराई की प्रभावी रूप से गारंटी होती है।
चित्र 1 प्रारंभ करनेवाला संरचना
- विद्युत पैरामीटर चयन
कैंषफ़्ट हीटिंग बिजली की आपूर्ति की आवृत्ति का चयन मुख्य रूप से कैम के ज्यामितीय आकार और हीटिंग परत की गहराई पर निर्भर करता है। इंडक्शन हीटिंग में, एक बार जब सतह गर्म हो जाती है, तो गर्मी जल्दी से सतह से वर्कपीस के आंतरिक भाग तक पहुंच जाती है। हीटिंग की वास्तविक गहराई हीटिंग समय, वाट घनत्व और आवृत्ति द्वारा निर्धारित की जाती है। जिस गहराई तक करंट वर्कपीस की सतह में प्रवेश करता है, वह मुख्य रूप से करंट की आवृत्ति से संबंधित होता है।
परीक्षण उपकरण की वास्तविक स्थितियों के साथ संयुक्त, कठोर परत की गहराई को देखते हुए, प्रेरण ताप प्रवाहकत्त्व द्वारा किया जाता है। भागों की तकनीकी आवश्यकताओं के अनुसार, हीटिंग परत की गहराई और उपयोग किए जाने वाले उपकरणों की आवृत्ति के बीच संबंध, आवृत्ति 4.5 से 5.5kHz तक चुनी जाती है। वर्कपीस के संरचनात्मक आकार के अनुसार, बिजली आपूर्ति के आउटपुट अंत में ट्रांसफार्मर का परिवर्तन अनुपात 14:1 है। प्रक्रिया अनुकूलन के बाद, मध्यवर्ती आवृत्ति वोल्टेज 550-600V है, DC वोल्टेज 475-500V है, DC करंट 220-240A है, और शक्ति 90-100kW है। मूल प्रक्रिया में उपयोग किए जाने वाले वोल्टेज और करंट अपेक्षाकृत अधिक होते हैं, जिसके परिणामस्वरूप स्थानीय ओवरहीटिंग और कुछ हिस्सों में दरार भी पड़ जाती है।
- शमन प्रक्रिया नियंत्रण
(1) हीटिंग पोजिशनिंग चूंकि कैंषफ़्ट के हीटिंग और शमन को हीटिंग की स्थिति को सटीक रूप से नियंत्रित करना चाहिए, मशीनिंग के दौरान वर्कपीस के दोनों सिरों पर केंद्र छेद की आवश्यकताएं अपेक्षाकृत अधिक होती हैं। यदि शीर्ष छेद का आकार और गहराई मानकीकृत नहीं है, तो यह सीधे प्रेरण हीटिंग की स्थिति को प्रभावित करेगा और शमन गुणवत्ता को प्रभावित करेगा।
(2) जब प्रारंभ करनेवाला और वर्कपीस के बीच की खाई को बुझाया जाता है, तो कैम को लंबवत रखा जाता है। हम प्रारंभ करनेवाला के आधार चक्र के दोनों किनारों की ऊंचाई को 4 मिमी से अनुकूलित करते हैं और प्रारंभ करनेवाला और भाग के प्रभावी रिंग के बीच अक्षीय और रेडियल अंतराल को अनुकूलित करते हैं। उचित नियंत्रण। सेंसर और कैम टिप के बीच का अंतर मूल 7.5 मिमी से 10 मिमी तक समायोजित किया जाता है, सेंसर और कैम उठाने वाले हिस्से के बीच का अंतर मूल 6 मिमी से 4.5 मिमी तक समायोजित किया जाता है, और सेंसर कैम बेस सर्कल के बीच का अंतर समायोजित किया जाता है मूल 7.5 मिमी से 5 मिमी तक ताकि कैम का ताप तापमान एक समान हो जाए, और कठोर परत की गहराई में अत्यधिक बड़े अंतर और संक्रमण क्षेत्र में नरम बेल्ट की गुणवत्ता की समस्या से बचा जा सके।
(3) मध्यम शीतलन यदि शमन शीतलन माध्यम की सांद्रता, तापमान, शीतलन समय, स्प्रे कोण और स्प्रे दबाव को ठीक से नियंत्रित नहीं किया जाता है, तो गुणवत्ता दोष पैदा करना आसान होता है जैसे कि भागों का टूटना, नरम बेल्ट, और छीलना। किनारों और कोनों। परीक्षणों के माध्यम से, हम AQ251 पानी में घुलनशील शमन माध्यम का उपयोग 10% से 12% की एकाग्रता, 20 से 30 डिग्री सेल्सियस के ऑपरेटिंग तापमान और 1.2MPa के स्प्रे दबाव के साथ करते हैं, जो उपरोक्त दोषों को प्रभावी ढंग से समाप्त करता है।
3. प्रक्रिया सत्यापन
- कठोर परत का गहराई से निरीक्षण
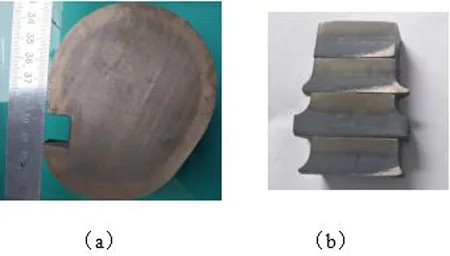
बाद में कैंषफ़्ट पर वायर कटिंग करें प्रेरण सख्त कैम प्रोफाइल के क्रॉस-सेक्शन के साथ, और कैम लोब, लिफ्ट, बेस सर्कल, ड्रॉप और अन्य भागों के अनुसार अक्षीय कटिंग करें, प्रभावित परत को काटने वाले तार को पीसें, और फिर 3% से 5% नाइट्रिक एसिड से गुजरें अल्कोहल जंग, इंडक्शन कठोर परत का प्रोफाइल चित्र 2 में दिखाया गया है, और कठोर परत (कठोरता विधि) की गहराई और सतह कठोरता परीक्षण तालिका 2 में दिखाया गया है। शमन के बाद कैंषफ़्ट की कठोर परत की गहराई मिलती है प्रक्रिया आवश्यकताओं, परत की गहराई एक समान है और कोई नरम बेल्ट नहीं मिला है।
चित्रा 2 प्रेरण सख्त होने के बाद कैंषफ़्ट की धारा
| तालिका 2: कठोर परत की गहराई और सतह की कठोरता | |||||
|---|---|---|---|---|---|
| मापने की वस्तु | तकनीकी आवश्यकताएँ | कैंषफ़्ट की युक्तियाँ | लिफ्ट | आधार चक्र | बूंद |
| मामले की गहराई / मिमी | 5.5 ~ 8.5 | 7.0 ~ 7.9 | 6.8 | 6.6 | 6.5 ~ 6.7 |
| सतही कठोरता | 60 ~ 64 | 60.5 ~ 64 | 60.5 ~ 63.5 | 61.5 ~ 63 | 61 ~ 63.5 |
- कम तापमान तड़के और चुंबकीय कण निरीक्षण
प्रेरण सख्त होने के बाद, 1 घंटे के भीतर पहले कम तापमान का तड़का लगाएं और फिर कमरे के तापमान को ठंडा करने के बाद दूसरा तड़का लगाएं। दो निम्न-तापमान तड़के प्रक्रियाएं 140 ℃ × 4.5h, और वायु शीतलन हैं; कम तापमान का तड़का शमन तनाव को कम करने और टूटने से बचाने के लिए है। बुझते कैमशाफ्ट में किनारों और कोनों की कोई अधिक गर्मी और दरार नहीं पाई गई, और चुंबकीय कण निरीक्षण के बाद कोई दोष चुंबकीय निशान नहीं पाए गए।
परिणाम बताते हैं कि शमन प्रक्रिया में सुधार के माध्यम से, कैंषफ़्ट की मध्यम-आवृत्ति प्रेरण सख्तता में गुणवत्ता की समस्या मूल रूप से हल हो जाती है।
4। निष्कर्ष
(1) सेंसर संरचना के अनुकूलन और हीटिंग स्थिति के सटीक नियंत्रण के माध्यम से, शमन तापमान और बेस सर्कल में कठोर परत की गहराई को बढ़ाया जा सकता है, जबकि शमन तापमान और टिप पर कठोर परत की गहराई कैमरे के कठोर परत की गहराई को प्रभावी ढंग से सुनिश्चित करते हुए कम किया जा सकता है।
(2) प्रारंभ करनेवाला और भागों के प्रभावी चक्र के बीच अक्षीय और रेडियल अंतराल को यथोचित रूप से नियंत्रित करके, कैम का ताप तापमान एक समान हो जाता है, और आधार तापमान लिफ्ट के शीर्ष के बीच अत्यधिक तापमान अंतर के कारण होता है और बेस सर्कल से बचा जाता है सर्कल और कैम लिफ्ट भाग के बीच गहराई का अंतर बहुत बड़ा है और संक्रमण क्षेत्र में सॉफ्ट बेल्ट की गुणवत्ता है।
(3) शमन शीतलन माध्यम की सघनता, तापमान, शीतलन समय और स्प्रे दबाव को प्रभावी ढंग से नियंत्रित करके, शमन क्रैकिंग, सॉफ्ट बैंड, और भागों के किनारों और कोनों को छीलने जैसे गुणवत्ता दोष कम हो जाते हैं।