दोहरी आवृत्ति प्रेरण हीटिंग का सिद्धांत
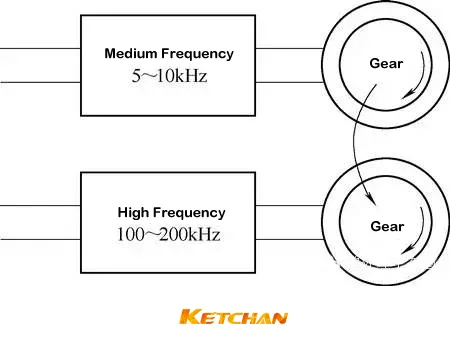
परंपरागत (पारंपरिक) दोहरी आवृत्ति प्रेरण सख्त यह है कि दो आवृत्ति बिजली की आपूर्ति क्रमशः दो इंडक्टर्स पर लागू होती है, और गियर को कम आवृत्ति प्रारंभ करनेवाला से पहले से गरम करने की आवश्यकता होती है और हीटिंग और क्वेंचिंग के लिए जल्दी से दूसरे उच्च आवृत्ति प्रारंभ करनेवाला में ले जाया जाता है, जैसा कि चित्रा 1 में दिखाया गया है। दोहरी आवृत्ति प्रेरण सख्त गर्मी ऊर्जा को अंदर तक फैलाने के लिए कम आवृत्ति हीटिंग का उपयोग करती है, और अंत में सतह पर उच्च आवृत्ति हीटिंग, यानी, "कम आवृत्ति की विशेषता अंदर की ओर जाती है, उच्च आवृत्ति होती है ज़मीनी स्तर पर"।
चित्रा 1 पारंपरिक गियर दोहरी आवृत्ति शमन के योजनाबद्ध आरेख
दोहरे आवृत्ति प्रेरण सख्त है एक प्रेरण हीटिंग और कठोर परत की गहराई बढ़ाने और कठोरता वितरण को और अधिक उचित बनाने के लिए शमन विधि। यही कहना है, टूथ प्रोफाइल के साथ वितरित कठोर परत को मध्यम आवृत्ति-उच्च आवृत्ति अनुक्रमिक हीटिंग विधि का उपयोग करके प्राप्त किया जा सकता है, और गियर हीट ट्रीटमेंट विरूपण छोटा है।
उदाहरण के लिए, 4 मिमी के मॉड्यूलस वाले गियर के लिए, टूथ ग्रूव और टूथ रूट के पास टूथ साइड को गर्म करने के लिए मीडियम फ्रीक्वेंसी करंट (2.5~3s) का उपयोग करें, और फिर हीट (250~0.6s) के लिए 0.7kHz हाई फ्रीक्वेंसी करंट का उपयोग करें। दाँत का ऊपरी भाग और दाँत के ऊपर के दाँत के पास का दाँत, फिर बुझ गया।
जब गुआंगज़ौ ऑटोमोबाइल ग्रुप कं, लिमिटेड 45 स्टील और मॉड्यूलस 3 से बने गियर पर दोहरी आवृत्ति प्रेरण हीटिंग और क्वेंचिंग करता है, तो टूथ प्रोफाइल के साथ समान रूप से वितरित एक कठोर परत प्राप्त की जा सकती है। जब कठोर परत 0.8 मिमी होती है, तो सबसे अच्छा झुकने वाला थकान प्रदर्शन होता है, जो मूल रूप से SCM420 (20CrMo स्टील के बराबर) के बराबर होता है, गियर थकान प्रदर्शन, और थकान की सीमा 1450MPa तक पहुंच सकती है।
दोहरी आवृत्ति प्रेरण हीटिंग प्रक्रिया और प्रभाव
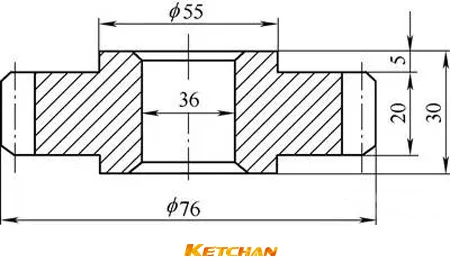
निहोन इलेक्ट्रिक इंडस्ट्रियल कं, लिमिटेड ने गियर डबल-फ्रीक्वेंसी शमन विधि का परीक्षण किया है और गियर सिंगल-फ्रीक्वेंसी शमन विधि और कार्बराइजिंग शमन विधि की तुलना में छोटी विकृति प्राप्त कर सकता है। शामिल बेलनाकार गियर (चित्र 2 देखें) में 2 मिमी का मॉड्यूलस और 4.7 की पूर्ण दांत ऊंचाई है। मिमी, दांतों की संख्या 36 है, और सामग्री S45C स्टील (45 स्टील के बराबर) है। दाँत की सतह शेविंग द्वारा समाप्त हो जाती है, और पहले से गरम उपचार तड़के के लिए होता है।
चित्र 2 गियर के आकार का परीक्षण करें
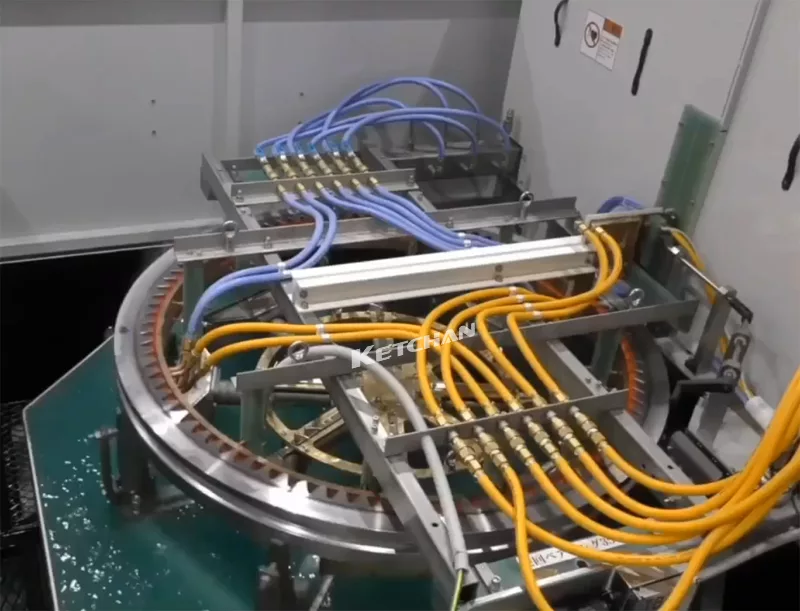
दोहरी-आवृत्ति प्रेरण सख्त विधि नीचे दी गई तस्वीर में दिखाई गई है। पहले गियर को स्थिरता पर रखें, और फिर उच्च गति पर केंद्रीय अक्ष के साथ घुमाएं, उसी समय, प्रेरण बिजली की आपूर्ति (1) f = 3000Hz का करंट भेजती है, और प्रारंभ करनेवाला (A) में प्रवेश करती है। ) पहले से गरम करने के लिए। जब गियर इष्टतम तापमान तक पहुँच जाता है, तो बिजली की आपूर्ति (1) काट दी जाती है, और गियर जल्दी से शमन और हीटिंग प्रारंभ करनेवाला (बी) में गिर जाता है, और उसी समय, उच्च आवृत्ति बिजली की आपूर्ति (2) चालू हो जाती है संचारित शक्ति, आवृत्ति f = 140kHz, और गियर की दांत की सतह तेजी से शमन और दाँत के ऊपर का ताप, जब दाँत की सतह शमन तापमान तक पहुँचती है, उच्च आवृत्ति बिजली की आपूर्ति काट देती है, गियर की रोटेशन गति को कम करती है , और साथ ही दाँत की सतह, दाँत के ऊपर, और दाँत की जड़ को तेजी से ठंडा करने के लिए क्वेंचिंग वॉटर जैकेट से ठंडा पानी स्प्रे करें। दांत के प्रोफाइल के साथ वितरित एक कठोर परत प्राप्त होती है।
दोहरी आवृत्ति प्रेरण सख्त विधि
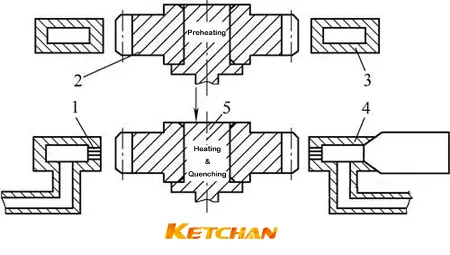
1. वाटर स्प्रे होल 2. गियर 3. प्रीहीटिंग सेंसर (ए) 4. हाई फ्रीक्वेंसी हीटिंग सेंसर (बी) + क्वेंचिंग वॉटर जैकेट 5. फिक्सचर
तालिका 1: गियर के लिए तीन ताप उपचारों की प्रक्रिया पैरामीटर दिखाती है।
| डबल फ़्रीक्वेंसी, सिंगल फ़्रीक्वेंसी हार्डनिंग और कार्बराइज़िंग हार्डनिंग की मुख्य प्रक्रिया पैरामीटर | ||
|---|---|---|
| दोहरी आवृत्ति सख्त प्रक्रिया पैरामीटर | एकल-आवृत्ति सख्त प्रक्रिया पैरामीटर | कार्बराइजिंग सख्त प्रक्रिया पैरामीटर |
| प्रीहीटिंग पावर 100kW | ताप शक्ति 90kW | 950 ℃ कार्बराइजिंग |
| प्रीहीटिंग फ्रीक्वेंसी 3kHz | फ्रीक्वेंसी 90kHz | 950 ℃ और गर्मी संरक्षण 2.5h |
| प्रीहीटिंग टाइम 3.65s | ताप समय 3.8s | 850 ℃ तक प्रीकूलिंग |
| एयर कूलिंग टाइम 3.85s | प्रीहीटिंग टाइम 0s | 850 मिनट के लिए 20 ℃ |
| उच्च आवृत्ति इनपुट शक्ति 900kW | ||
| उच्च आवृत्ति आवृत्ति 140kHz | पानी स्प्रे समय 15s | शमन शीतलन माध्यम - तेल |
| ताप समय 0.14s | ताप समय 0.14s | तड़के का तापमान 180 ℃ |
| पानी छिड़काव समय 10s | / | तड़के का समय 2h |
| जल स्प्रे प्रवाह दर 100 एल / मिनट | / | इसके बाद एयर कूलिंग होती है |
तालिका 2 में तीन प्रक्रियाओं के बाद गियर विरूपण, अवशिष्ट संपीड़ित तनाव और टूथ प्रोफाइल के साथ प्रोफाइलिंग दर के परीक्षण के परिणाम तालिका 2 में दिखाए गए हैं। यह तालिका XNUMX से देखा जा सकता है कि दोहरी आवृत्ति शमन के बाद गियर का ताप उपचार विरूपण सबसे छोटा है, परिशुद्धता उच्चतम है, और अवशिष्ट संपीड़ित तनाव उच्चतम है।
तालिका 2: कार्बराइजिंग और क्वेंचिंग के बाद थर्मल विरूपण परिणाम, सिंगल-फ्रीक्वेंसी इंडक्शन हार्डनिंग और डबल-फ्रीक्वेंसी इंडक्शन हार्डनिंग (माइक्रोन)
| कार्बराइजिंग और क्वेंचिंग के बाद थर्मल विकृति का परिणाम, सिंगल-फ्रीक्वेंसी इंडक्शन हार्डनिंग और डबल-फ्रीक्वेंसी इंडक्शन हार्डनिंग (माइक्रोन) | ||||
|---|---|---|---|---|
| मद | कार्बराइजिंग क्वेंचिंग + टेम्परिंग | सिंगल फ्रीक्वेंसी इंडक्शन हार्डनिंग | डुअल फ्रीक्वेंसी इंडक्शन हार्डनिंग | नोट्स |
| औसत प्रोफ़ाइल त्रुटि | 4.26 ~ 4.8 | 2.2 ~ 3.3 | 3.1 ~ 308 | / |
| टूथ प्रोफाइल ऑफसेट | 16 | 8.4 | 6.0 | / |
| टूथ रनआउट | 5.867 | 3.103 | 2.198 | / |
| दांत दिशा त्रुटि का औसत मूल्य | 6.91 | 3.7 ~ 4.1 | 3.7 ~ 4.1 | / |
| टूथ त्रुटि ऑफसेट | 20 | 4.4 | 4.4 | / |
| टूथ रनआउट | 7.51 | 1.855 | 1.584 | / |
| दांत की जड़ के मध्य अवशिष्ट तनाव / एमपीए | -27.7 | -51.3 | -778 | / |
| टूथ शीर्ष कठोर परत गहराई / मिमी | 0.87 | 4.69 | 1.54 | जब जड़ कठोर परत की गहराई 0.55 मिमी हो |
| कठोर परत रूपरेखा दर (%) | 81.5 | 0.2 | 67.2 | / |