वर्तमान में, कई प्रकार के खांचे बुझते हैं, जैसे कैंषफ़्ट खोलने वाले खांचे, अंतर आवास, आदि। हालांकि, खांचे वाले भागों की शमन की गुणवत्ता की गारंटी नहीं दी गई है, और शमन भी बहुत मुश्किल है। इस पत्र में, नाली-प्रकार शमन प्रारंभ करनेवाला एक रूप और दो में सुधार हुआ है, और प्रक्रिया डिबगिंग में समायोजित किया गया है, ताकि शमन प्रभाव आदर्श हो और विभिन्न नाली भागों की आवश्यकताओं को पूरा कर सके।
1. घुमावदार भागों के लिए क्वेंचिंग इंडक्टर्स पर चर्चा
(1) घुमावदार शमन प्रेरकों की स्थिति
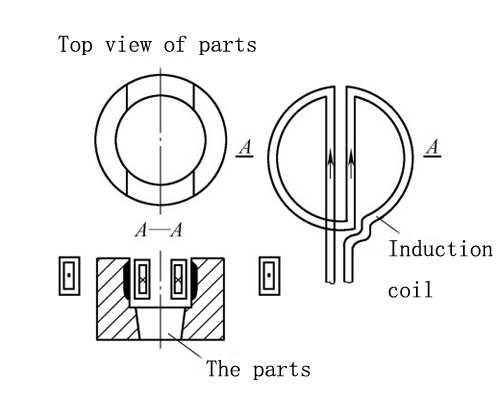
पार्ट स्लॉट के अंदरूनी हिस्से को गर्म किया जाता है, खासकर जब अंदर की तरफ की चौड़ाई छोटी होती है, तो प्रारंभ करनेवाला को डिजाइन करना मुश्किल होता है। चित्रा 1 में प्रारंभ करनेवाला उच्च दक्षता के साथ, आंतरिक सतह को गर्म करने के लिए निकटता प्रभाव के सिद्धांत का उपयोग करता है। प्रारंभ करनेवाला का सक्रिय भाग बीच में दो प्रवाहकीय नलिकाएं हैं। चूंकि दो ट्यूबों की वर्तमान दिशा किसी भी समय एक ही दिशा में होती है, इसलिए प्रवाहकीय ट्यूब पर करंट बाहर की ओर निचोड़ा जाता है। यद्यपि दो संवाहक ट्यूबों में कोई चुम्बक नहीं जोड़ा जाता है, लेकिन उनकी ताप क्षमता काफी अधिक होती है।
चित्रा 1 स्लॉट के अंदर दो-तार हीटिंग इंडस्टर
(2) छोटे उद्घाटन स्लॉट के साथ शमन प्रारंभ करनेवाला का डिज़ाइन
चूंकि स्लॉट की चौड़ाई 9 मिमी है, दो प्रवाहकीय ट्यूबों का उपयोग प्रारंभ करनेवाला बनाने के लिए किया जाता है, उपयोग की जाने वाली तांबे की ट्यूब बहुत छोटी होती है, निर्माण कठिन होता है, और प्रारंभ करनेवाला का जीवन बहुत छोटा होता है। इसलिए, इसमें सुधार किया गया है, और हीटिंग के लिए एक तांबे की ट्यूब का उपयोग किया जाता है, और प्रेरण हीटिंग के निकटता प्रभाव का उपयोग हीटिंग के लिए किया जाता है (चित्र 2 देखें)।
चित्र 2 बेहतर उद्योग संरचना
2. नाली शमन प्रारंभ करनेवाला का आवेदन
बाद में, क्रमशः कैंषफ़्ट खांचे और अंतर मामले के उद्घाटन खांचे के साथ शमन परीक्षण किए गए।
(1) कैंषफ़्ट खुली नाली की शमन प्रक्रिया परीक्षण
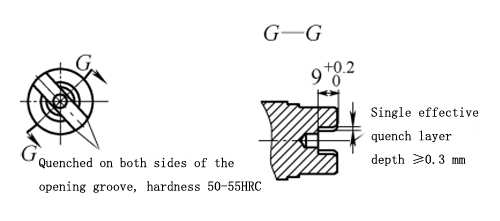
हमारी कंपनी को कैंषफ़्ट निर्माता द्वारा कैंषफ़्ट के खुले खांचे को बुझाने का काम सौंपा गया था। खुले खांचे की चौड़ाई 9.3 मिमी है, गहराई 9 मिमी है, और खांचे की चौड़ाई का विरूपण 0.1 मिमी से कम या उसके बराबर है (चित्र 3 देखें)।
अंजीर। कैंषफ़्ट खोलने के लिए 3 तकनीकी आवश्यकताएं
प्रारंभ करनेवाला के हीटिंग भाग को पहले एक आयताकार क्रॉस-सेक्शन कॉपर ट्यूब (चित्र 4 देखें) द्वारा गर्म किया जाता है, हीटिंग सतह और उद्घाटन स्लॉट की निचली सतह के बीच की खाई को समायोजित करता है, और शमन के लिए 50kW, 30kHz आवृत्ति का उपयोग करता है। क्षेत्र केवल 4 मिमी है, जो तकनीकी आवश्यकताओं को पूरा करने से बहुत दूर है। प्रारंभ करनेवाला संरचना में सुधार की जरूरत है.
अंजीर। 4 आयताकार खंड (30kHz) की प्रभावी हीटिंग सतह के साथ तांबे की ट्यूब का शमन नमूना ब्लॉक
प्रारंभ करनेवाला का हीटिंग हिस्सा एक ट्रेपोजॉइडल सेक्शन कॉपर ट्यूब (चित्र 5 देखें) का उपयोग करता है, हीटिंग सतह और उद्घाटन स्लॉट की निचली सतह के बीच के अंतर को समायोजित करता है, और शमन के लिए 30kHz, 50kW आवृत्ति का उपयोग करता है, शमन क्षेत्र केवल 8 मिमी है, अभी भी 9 मिमी की आवश्यकता को पूरा नहीं करता है, लेकिन यह बहुत तकनीकी आवश्यकताओं के करीब है, इस समय प्रक्रिया मापदंडों को समायोजित करना आवश्यक है।
चित्रा 5 ट्रैपेज़ॉयडल सेक्शन प्रभावी हीटिंग सतह (30 किलोहर्ट्ज़) के साथ तांबा ट्यूब का नमूना ब्लॉक शमन
प्रारंभ करनेवाला के हीटिंग भाग के लिए ट्रेपोजॉइडल क्रॉस-सेक्शन कॉपर ट्यूब का उपयोग करने का प्रयास करें, हीटिंग सतह और खुले खांचे की निचली सतह के बीच की खाई को समायोजित करें, और 5.8kHz आवृत्ति, शमन के लिए 90kW शॉर्ट-टाइम हीटिंग का उपयोग करें, गहराई और पूरे खुले खांचे के दोनों किनारों पर कठोर परत की कठोरता तकनीकी आवश्यकताओं को पूरा करती है, उद्घाटन खांचे की निचली सतह पर और समकोण पर एक कठोर परत भी होती है (चित्र 6 देखें), और विरूपण भी छोटा है ( संलग्न तालिका देखें), और ग्राहक बहुत संतुष्ट है।
चित्रा 6. समलम्बाकार खंड प्रभावी हीटिंग सतह तांबा ट्यूब शमन नमूना (5.8kHz)
(2) डिफरेंशियल केस के ओपनिंग स्लॉट का प्रोसेस टेस्ट
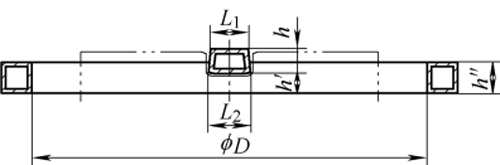
हमारी कंपनी को एक ऑटोमोबाइल निर्माता द्वारा डिफरेंशियल केस के कनेक्टिंग ग्रूव को बुझाने के लिए कमीशन किया गया था (चित्र 7 देखें)। नाली की चौड़ाई 18.5 मिमी और गहराई 9 मिमी है। 8 खांचे समान रूप से 120 और Φ75 रिंगों पर वितरित किए जाते हैं। तकनीकी आवश्यकता फोर्जिंग है शमन और तड़के उपचार 90~230HBW के बाद, बिंदीदार रेखा भाग प्रेरण कठोर है, सतह कठोरता 53~59HRC, Ds = 2~3mm है।
चित्रा 7 अंतर मामले के उद्घाटन स्लॉट के लिए तकनीकी आवश्यकताएं
चूंकि समलम्बाकार क्रॉस-सेक्शन प्रारंभ करनेवाला का शमन प्रभाव सामने आदर्श है, इस प्रारंभ करनेवाला संरचना का उपयोग बाद के परीक्षणों में भी किया जाता है। हीटिंग और शमन के लिए 5.8kHz, 98kW का उपयोग करें, प्रारंभ करनेवाला और टैंक की निचली सतह के बीच का अंतर 0.5 ~ 1 मिमी है, और 5.2s के लिए हीटिंग (नोट: शमन क्षेत्र के पास तड़के को रोकने के लिए एक सहायक शीतलन प्रणाली जोड़ें) खुला टैंक)। जाँच करें कि R2mm पट्टिका पर कोई कठोर परत तो नहीं है (चित्र 8 देखें)। सेंसर की स्थिति और प्रक्रिया मापदंडों को ठीक करने की आवश्यकता है।
चित्र 8 विभेदक मामले का पहला बुझा हुआ नमूना
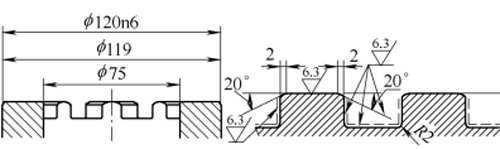
उपरोक्त परीक्षण के अनुसार, निम्नलिखित सुधार किए गए हैं: निचले किनारे के अंतर को 1 ~ 1.5 मिमी तक बढ़ाएं, हीटिंग और शमन के लिए 5.8kHz, 98kW का उपयोग करें, और हीटिंग और शमन के लिए हीटिंग समय को 6.5s तक बढ़ाएं (नोट: एक जोड़ें शमन क्षेत्र को खुले स्लॉट टेम्पर्ड से सटे होने से रोकने के लिए सहायक शीतलन प्रणाली)। परीक्षण के परिणाम: खांचे के दोनों किनारों पर सतह की कठोरता 55-56HRC, Ds = 2mm है; R2mm पर सतह की कठोरता 55HRC, Ds = 1.5mm है; खांचे की निचली सतह की सतह की कठोरता 56HRC, Ds = 3mm (चित्र 9 देखें) है। परीक्षण के परिणाम तकनीकी आवश्यकताओं को पूरा करते हैं।
चित्र 9 विभेदक मामले का दूसरा शमन नमूना
3. निष्कर्ष
शमन नाली भागों के प्रमुख बिंदु इस प्रकार हैं: प्रारंभ करनेवाला की संरचना और प्रभावी हीटिंग सतह संरचना, प्रारंभ करनेवाला और शमन भाग के बीच की खाई, और शमन प्रक्रिया मापदंडों का मिलान (आवृत्ति, शक्ति, हीटिंग समय, आदि) ।), और शमन क्षेत्र के पास एंटी-टेम्परिंग कूलिंग सिस्टम।
इसके अलावा, इस तरह के भागों की कठोर परत की गहराई पर अंतर का बहुत स्पष्ट प्रभाव पड़ता है, और यह सुनिश्चित करना मुश्किल है कि सेंसर के दोनों किनारों और उद्घाटन खांचे के किनारे के बीच का अंतर बिल्कुल समान है, जो दोनों पक्षों पर कठोर परत की गहराई और आकार को विषम बनाता है, इसलिए स्थिति निर्धारण की सटीकता बहुत अधिक प्रतीत होती है। महत्वपूर्ण।