")
")
प्रेरण सख्त तड़के क्या है?
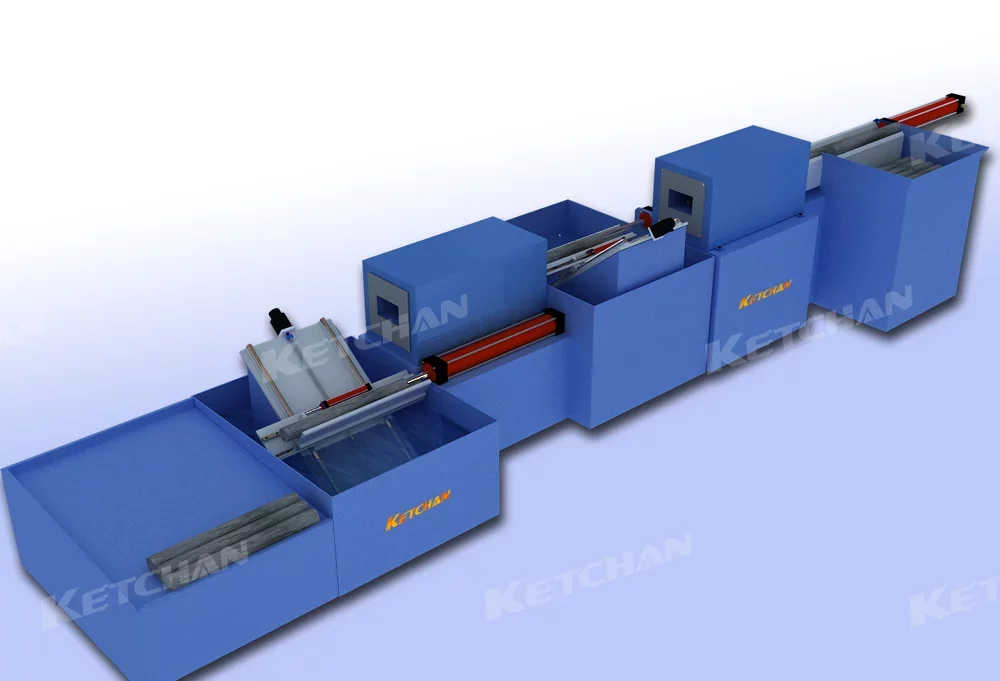
इंडक्शन हार्डनिंग टेम्परिंग फर्नेस एक गैर-मानक इंटरमीडिएट फ़्रीक्वेंसी इंडक्शन हीटिंग उपकरण है, जो राउंड स्टील फास्ट हीटिंग, यूनिफ़ॉर्म टेम्परेचर और हाई ऑटोमेशन के लाभों को लक्षित करते हुए इंटरमीडिएट फ़्रीक्वेंसी इलेक्ट्रोमैग्नेटिक इंडक्शन के रिंग इफेक्ट और स्किन इफेक्ट की विशेषताओं का उपयोग करता है। . पूर्ण उपकरण में स्वचालित लोडिंग और अनलोडिंग, स्वचालित फीडिंग और अनलोडिंग, स्वचालित तापमान नियंत्रण, स्वचालित छिड़काव पानी शमन और अन्य कार्य हैं, यह गोल स्टील इंडक्शन सख्त तड़के वाली भट्टियों का एक पूरा सेट है।
पूर्ण प्रेरण शमन तड़के प्रणाली का उपयोग मुख्य रूप से गोल स्टील, बार सामग्री, स्टील बार प्रेरण सख्त, एनीलिंग और तड़के की प्रक्रिया के लिए किया जाता है। स्वचालित नियंत्रण और स्वचालित खिला उपकरण में सहायता, पूर्ण प्रेरण शमन और तड़के हीटिंग उत्पादन लाइन बुद्धिमान नियंत्रण प्राप्त करने के लिए, प्रेरण हीटिंग और स्वचालन के सही संयोजन का एहसास करें।
प्रेरण सख्त तड़के भट्ठी के फायदे क्या हैं?
- स्टार्टअप की सफलता दर 100% तक पहुंच सकती है।
- रेक्टिफायर का पावर फैक्टर 0.96 . से अधिक या उसके बराबर होता है
- तापमान इंटरफ़ेस तापमान बंद-लूप नियंत्रण का एहसास कर सकता है।
- सभी डिजिटल, कोई रिले नियंत्रण लूप नहीं, ताकि सिस्टम स्थिर हो और एक विश्वसनीय संचालन हो।
- ओवर करंट, ओवर वोल्टेज, अंडर वोल्टेज, फेज की कमी, पानी का दबाव, पानी का तापमान और अन्य पूर्ण सुरक्षा के साथ, यह सुनिश्चित करने के लिए कि कोई भी विफलता उपकरण घटकों को नुकसान नहीं पहुंचाएगी।
- चरण अनुक्रम की परवाह किए बिना फ़ीड लाइनों के तीन चरणों को मनमाने ढंग से जोड़ा जा सकता है।
- एकीकृत प्रणाली, सरल संचालन और कुशल उत्पादन।
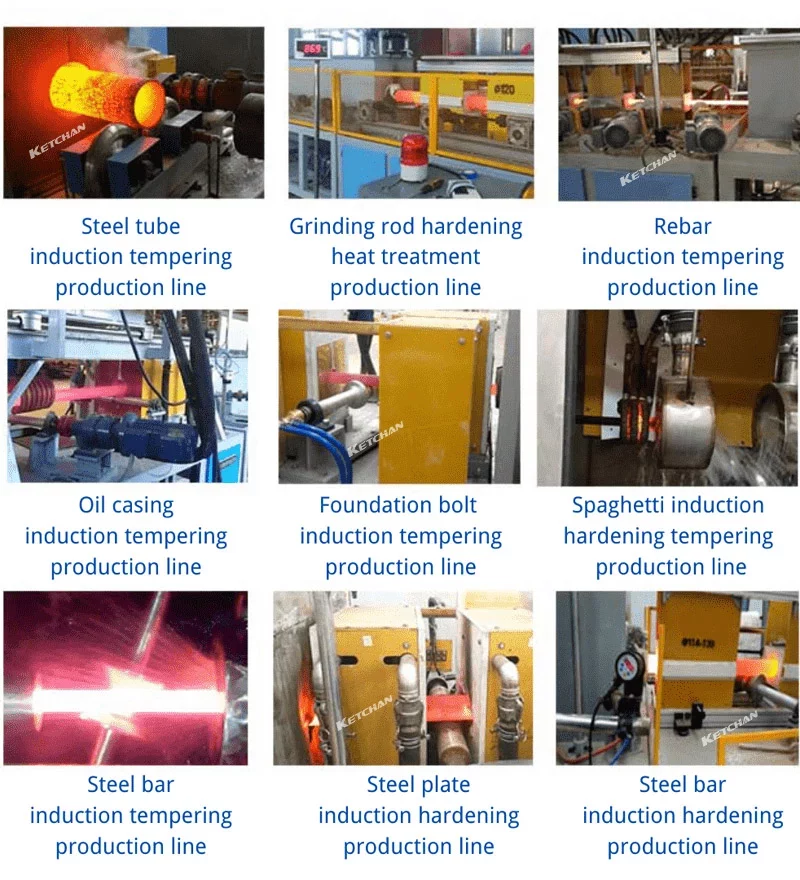
प्रेरण सख्त तड़के भट्ठी अनुप्रयोग क्या है?
मध्यम आवृत्ति प्रेरण सख्त तड़के भट्ठी का व्यापक रूप से बार, गोल स्टील, स्क्वायर स्टील और स्टील प्लेट के ऑनलाइन हीटिंग उपचार के साथ-साथ धातु सामग्री समग्र प्रेरण तड़के और एनीलिंग के लिए उपयोग किया जाता है।
प्रेरण सख्त तड़के की प्रक्रिया कैसे करें?
मीडियम फ़्रीक्वेंसी इंडक्शन हार्डनिंग टेम्परिंग फर्नेस में राउंड स्टील ऑटोमैटिक फीडिंग → इंडक्शन हीटिंग → कूलिंग (क्वेंचिंग) → इंडक्शन हीटिंग (टेम्परिंग) → ऑटोमैटिक ब्लैंकिंग होती है और निरंतर उत्पादन लाइन पर पूरे इंडक्शन क्वेंचिंग और टेम्परिंग प्रोसेस फंक्शन को पूरा कर लिया है।
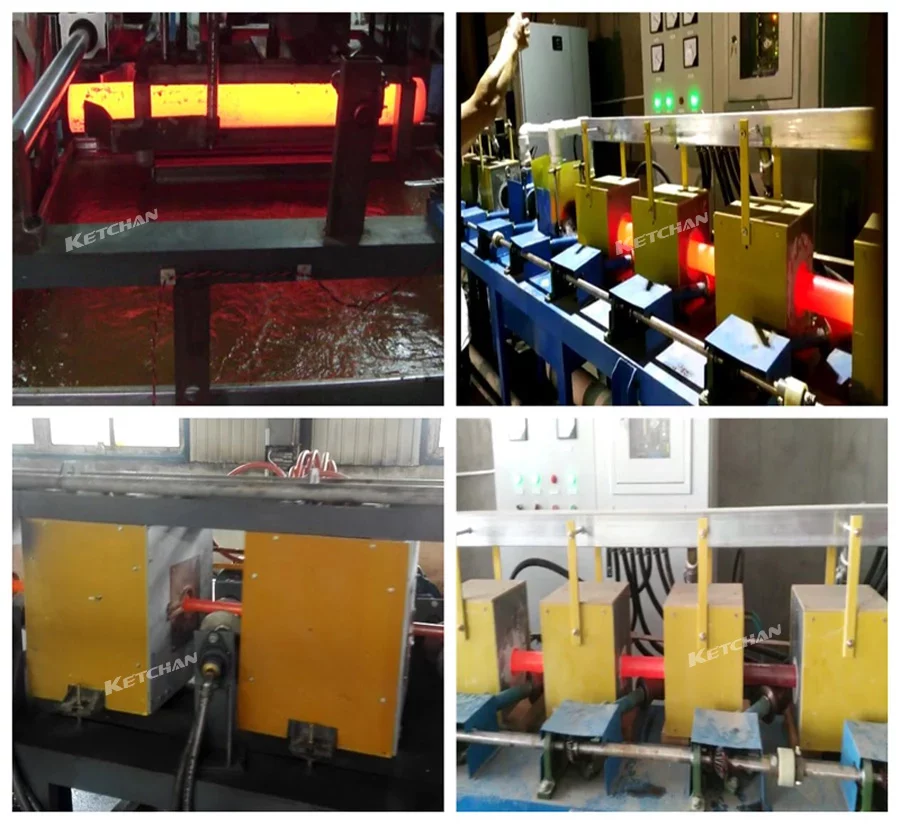
- इंटरमीडिएट फ़्रीक्वेंसी इंडक्शन हार्डनिंग और टेम्परिंग फर्नेस स्वचालित रूप से गोल स्टील को लोड करेगा और इसे शीर्ष सामग्री प्लेटफॉर्म पर उठाएगा, और फिर इसे संदेश डिवाइस के माध्यम से घूर्णन तरीके से भेज देगा।
- मध्यम आवृत्ति प्रेरण सख्त तड़के भट्ठी प्रेरण हीटिंग संदेश डिवाइस के माध्यम से स्थिर गति संचालन, शमन प्रेरण कुंडल में भागों डाल, निश्चित अवरक्त थर्मामीटर तापमान माप के माध्यम से, पहले से गरम करने के भागों → तापमान माप → तापमान बढ़ रहा है → तापमान माप नियंत्रण। जब शमन तापमान पहुंच जाता है, तो प्रेरण शमन प्रक्रिया को पूरा करने के लिए उच्च दबाव वाले पानी के छिड़काव उपकरण का उपयोग शीतलन के लिए किया जाता है।
- मध्यम आवृत्ति हीटिंग और तड़के भट्ठी के तड़के और ठंडा करने के बाद, भागों को तड़के के लिए तड़के के लिए तड़के के लिए भेजा जाता है और फिर ब्लैंकिंग क्षेत्र में भेजा जाता है।
एक उपयुक्त प्रेरण सख्त तड़के भट्ठी का चयन कैसे करें?
- गर्म वर्कपीस आकार और आयाम
राउंड बार इंडक्शन हार्डनिंग टेम्परिंग मशीन, बड़ा वर्कपीस, राउंड बार, सॉलिड बार, बड़ा पावर लेवल, लो फ्रीक्वेंसी लेवल इंडक्शन हीटिंग मशीन चुनना चाहिए। छोटे वर्कपीस, ट्यूब, प्लेट और गियर को छोटी शक्ति लेकिन उच्च आवृत्ति प्रेरण हीटिंग मशीन का चयन करना चाहिए।
- गर्म गहराई और क्षेत्र
गहरी हीटिंग, बड़े क्षेत्र, समग्र हीटिंग, बड़ी शक्ति, कम आवृत्ति प्रेरण हीटिंग उपकरण चुनना चाहिए; उथले हीटिंग, छोटे क्षेत्र, स्थानीय हीटिंग, छोटी शक्ति, उच्च आवृत्ति स्तर प्रेरण हीटिंग मशीन का चयन करना चाहिए।
- अनुरोधित हीटिंग गति
उच्च ताप गति को बड़ी शक्ति, कम आवृत्ति प्रेरण हीटिंग मशीन का चयन करना चाहिए।
- लगातार काम करने का समय
लंबे समय तक काम करने के लिए एक बड़ी पावर इंडक्शन हीटिंग मशीन का चयन करना चाहिए।
- प्रारंभ करनेवाला और हीटिंग मशीन के बीच कनेक्शन तार की दूरी
लंबे कनेक्शन, यहां तक कि एक पानी ठंडा केबल कनेक्शन का उपयोग करने की जरूरत है, अपेक्षाकृत बड़े बिजली प्रेरण हीटिंग उपकरण का चयन करना चाहिए।
- ताप प्रक्रिया अनुरोध
सामान्यतया, शमन, वेल्डिंग और अन्य प्रक्रियाओं के लिए अपेक्षाकृत छोटी शक्ति, उच्च आवृत्ति प्रेरण मशीन का चयन कर सकते हैं; एनीलिंग, तड़के, और अन्य प्रक्रियाओं, सापेक्ष बड़ी शक्ति कम आवृत्ति स्तर प्रेरण मशीनों का चयन करें; रेड ब्लैंकिंग, हॉट फोर्जिंग, गलाने, आदि के लिए अच्छी डायथर्मी प्रभाव प्रक्रिया की आवश्यकता होती है, इसलिए शक्ति को उच्च चुना जाना चाहिए, आवृत्ति को कम चुना जाना चाहिए।
- वर्कपीस सामग्री
एक उच्च गलनांक के लिए, सामग्री को एक बड़ा शक्ति स्तर चुनना चाहिए, निचले गलनांक को एक छोटे शक्ति स्तर का चयन करना चाहिए। कम प्रतिरोधकता सामग्री एक बड़ा शक्ति स्तर चुनती है, उच्च प्रतिरोधकता एक छोटे शक्ति स्तर को चुनती है।
पवन ऊर्जा बोल्ट प्रेरण सख्त तड़के उत्पादन लाइन