इंडक्शन एनीलिंग क्या है?
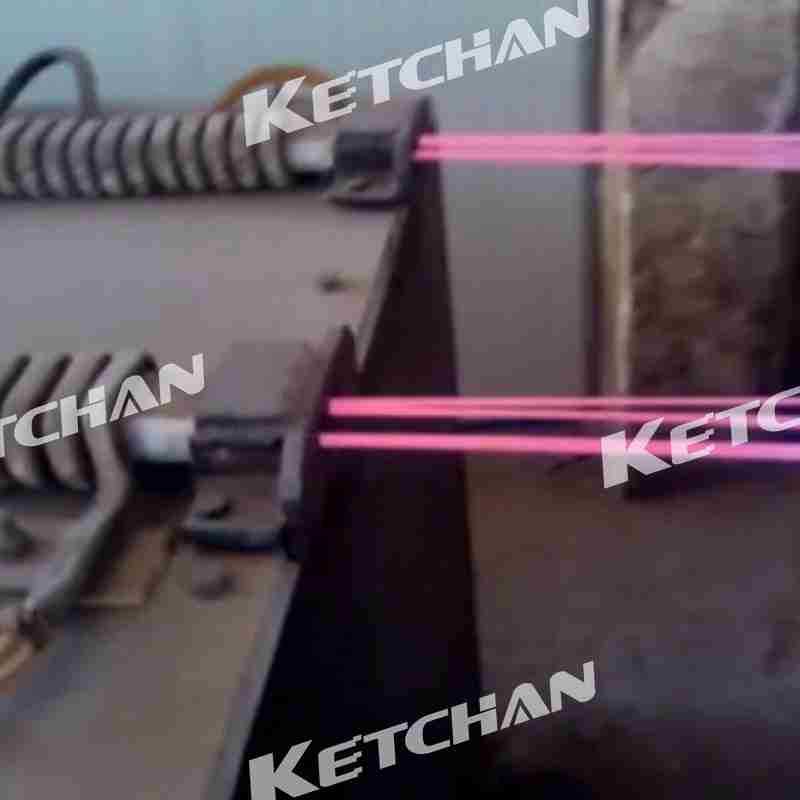
इंडक्शन एनीलिंग इंडक्शन हीटिंग का एक हिस्सा है। इंडक्शन एनीलिंग का उद्देश्य धातु सामग्री की कठोरता, कठोरता और आंतरिक तनाव को बदलना है ताकि सर्वोत्तम भौतिक गुणों को प्राप्त किया जा सके। इंडक्शन एनीलिंग का मुख्य लाभ यह है कि वर्कपीस को हमेशा एक ही परिणाम सुनिश्चित करने के लिए लक्षित और दोहराने योग्य तरीके से गर्म किया जा सकता है। चूंकि इंडक्शन एनीलिंग के दौरान वैकल्पिक विद्युत चुम्बकीय क्षेत्र के माध्यम से सीधे वर्कपीस में गर्मी उत्पन्न होती है, इसलिए प्रक्रिया को बहुत सटीक रूप से नियंत्रित किया जा सकता है और ऊर्जा के कुशल उपयोग के माध्यम से उच्च दक्षता प्राप्त की जा सकती है। यह वर्कपीस की समान गर्मी वितरण और प्रवेश गहराई सुनिश्चित करता है। इंडक्शन एनीलिंग प्रक्रिया में, इंडक्शन शमन के रूप में पानी या शीतलक के साथ अचानक शीतलन नहीं होता है, लेकिन वर्कपीस का तापमान धीरे-धीरे कम हो जाता है। पूरी हीटिंग प्रक्रिया संपर्क रहित और छोटी है।
इंडक्शन एनीलिंग का उपयोग क्यों करें?
इंडक्शन एनीलिंग द्वारा धातु के भौतिक गुणों को बहुत सटीक और मज़बूती से सुधारा जा सकता है। इंडक्शन एनीलिंग का उपयोग मुख्य रूप से एनीलिंग को नरम करने और तनाव से राहत देने वाले एनीलिंग के लिए किया जाता है, जिसमें पारंपरिक प्रक्रिया की तुलना में बहुत फायदे हैं। इंडक्शन एनीलिंग द्वारा, साफ एनीलिंग के दौरान गर्मी उपचार द्वारा सामग्री में अशुद्धियों को हटाया जा सकता है।
- प्रेरण द्वारा, एनीलिंग प्रक्रिया स्टील की कठोरता को कम कर सकती है, और प्लास्टिसिटी में सुधार कर सकती है, ताकि काटने और ठंड विरूपण प्रसंस्करण की सुविधा मिल सके।
- अनाज को परिष्कृत करें, कास्टिंग, फोर्जिंग और वेल्डिंग के कारण होने वाले माइक्रोस्ट्रक्चर दोषों को खत्म करें, यहां तक कि स्टील की माइक्रोस्ट्रक्चर और संरचना, स्टील के गुणों में सुधार करें या बाद के गर्मी उपचार के माइक्रोस्ट्रक्चर के लिए तैयार करें।
- विरूपण और क्रैकिंग को रोकने के लिए स्टील में आंतरिक तनाव को खत्म करें।
इंडक्शन एनीलिंग उत्कृष्ट हीटिंग नियंत्रण प्रदान करता है क्योंकि प्रक्रिया को वांछित सामग्री गुणों के अनुसार आवृत्ति, शक्ति, और (ब्रेजिंग देखें) इंडक्शन एनीलिंग समय के साथ पूरी तरह से विनियमित किया जा सकता है। यह अत्यधिक उच्च गर्मी उपचार गुणवत्ता और दोहराव सुनिश्चित करता है, जो बड़े पैमाने पर उत्पादन में विशेष रूप से महत्वपूर्ण है।
स्टील इंडक्शन एनीलिंग प्रक्रियाएं और अनुप्रयोग क्या हैं?
सामान्य इंडक्शन एनीलिंग प्रक्रियाओं में होमोजेनाइजेशन एनीलिंग, पूर्ण एनीलिंग, अपूर्ण एनीलिंग, इज़ोटेर्मल एनीलिंग, स्फेरोइडाइज़ेशन एनीलिंग, रीक्रिस्टलाइज़ेशन एनीलिंग, स्ट्रेस रिलीफ एनीलिंग, और इसी तरह शामिल हैं।
| सं. | एनीलिंग के तरीके | मुख्य उद्देश्य | एनीलिंग प्रक्रिया विशेषताएं | आवेदन रेंज |
|---|---|---|---|---|
| 1 | प्रसार annealing | संरचना वर्दी | AC30 (150-200) ℃ तक गरम करें, लंबे समय तक गर्म रखें और धीरे-धीरे ठंडा करें | स्टील कास्टिंग और फोर्जिंग और घटकों को अलग करने के साथ रोलिंग भागों, आदि। |
| 2 | पूर्ण एनेलिंग | परिष्कृत संगठन, कठोरता को कम करें | AC30 (150-200) ℃ तक गरम करें, लंबे समय तक गर्म रखें, और धीरे-धीरे ठंडा करें | कास्टिंग, वेल्डिंग भागों, और मध्यम कार्बन स्टील और मध्यम कार्बन मिश्र धातु इस्पात फोर्जिंग और रोलिंग भागों। |
| 3 | आंशिक एनीलिंग | संरचना को परिष्कृत करें, कठोरता को कम करें | एसीएल 10 (40-60) ℃ तक गरम करें और गर्मी संरक्षण के बाद धीरे-धीरे ठंडा करें | मध्यम और उच्च कार्बन स्टील और कम मिश्र धातु इस्पात, आदि के गढ़ा और लुढ़का हुआ भाग (सूक्ष्म संरचना शोधन की डिग्री पूर्ण एनीलिंग की तुलना में कम है) |
| 4 | इज़ोटेर्मल अन्नलिंग | संरचना को परिष्कृत करें, कठोरता को कम करें, और सफेद धब्बे को रोकें | Ac3 + (30 - 50) ℃ (हाइपरयूटेक्टॉइड स्टील) या Acl + (20 - 40) ℃ (यूटेक्टॉइड स्टील और कठोरता, यूटेक्टॉइड स्टील की पीढ़ी को रोकें) को गर्म करना, एक निश्चित समय रखें, फिर Ar1 से थोड़ा कम ठंडा करें इज़ोटेर्मल परिवर्तन, और फिर एयर कूलिंग (एयर कूलिंग) | मध्यम कार्बन मिश्र धातु इस्पात और कुछ उच्च मिश्र धातु इस्पात भारी कास्टिंग, फोर्जिंग और मुद्रांकन भागों, आदि (सूक्ष्म संरचना और कठोरता पूर्ण एनीलिंग की तुलना में अधिक समान हैं) |
| 5 | गोलाकार annealing | कार्बाइड गोलाकार, कठोरता को कम करता है, प्लास्टिसिटी में सुधार करता है | कठोरता को कम करने के लिए एसीएल + (20 - 40) ℃ या एसीएल को ताप, वृद्धि - (20 - 30) ℃, गर्मी संरक्षण के बाद इज़ोटेर्मल कूलिंग या डायरेक्ट स्लो कूलिंग | स्टील के हिस्सों को मरो और असर करो। स्ट्रक्चरल स्टील कोल्ड एक्सट्रूडेड पार्ट्स |
| 6 | पुन: क्रिस्टलीकरण annealing या मध्यवर्ती annealing | सख्त काम का उन्मूलन | एसी 1 को ताप - (50-150) ℃, गर्मी संरक्षण के बाद एयर कूलिंग | शीत विकृत इस्पात और इस्पात भागों |
| 7 | तनाव से राहत एनीलिंग | आंतरिक तनाव से राहत | एसी 1 - (100-200) सी तक ताप, गर्मी संरक्षण के बाद, एयर कूलिंग या फर्नेस कूलिंग 200-300 ℃, और फिर एयर कूलिंग | जर्मेनियम स्टील पार्ट्स, वेल्डिंग पार्ट्स, और फोर्जिंग पार्ट्स |
टैग:बेचने के लिए, प्रेरण annealing, प्रेरण annealing हीटर, प्रेरण annealing मशीन, प्रेरण गर्मी उपचार, प्रेरण हीटर, प्रेरण हीटिंग, प्रेरण हीटिंग मशीन, KETCHAN, KETCHAN Electronic, निर्माता, पाइप annealing, मूल्य, आपूर्तिकर्ता, ट्यूब एनीलिंग, तार annealing, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic
- आप इस पर जा सकते हैं Zhengzhou KETCHAN electronic कं, लिमिटेड यूट्यूब अधिक के लिए वीडियो कक्ष। धन्यवाद।




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}