")



वाल्व इंडक्शन सख्त क्यों होता है?
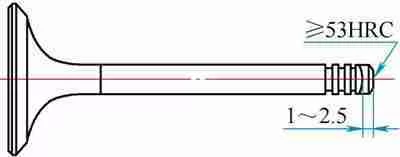
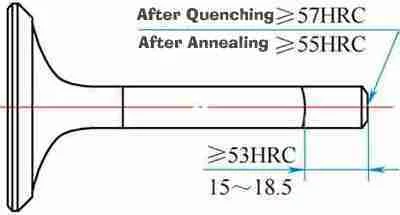
इंजन वाल्व के सेवा जीवन में सुधार करने के लिए, हमें वाल्व स्टेम और शंकु सतह प्रेरण सख्त प्रक्रिया करना चाहिए। शमन कठोरता आमतौर पर 50-62 एचआरसी, प्रेरण शमन लंबाई या गहराई है ≥ 2 मिमी, परिमाण 8, आदि में महीन दाने का आकार, वाल्व सेवा की शर्तों और आवश्यकताओं के अनुसार, वाल्व रॉड एंड शमन को वाल्व स्टेम पूर्ण सख्त, रॉड एंड इफेक्ट शमन, स्टेम प्रोफाइल शमन, आदि में विभाजित किया जा सकता है। कुछ प्रसिद्ध वाल्व निर्माताओं की सेवा करने के वर्षों बाद, हम अपने वाल्व इंडक्शन हार्डनिंग मशीनों को हमेशा तेज, स्थिर और वाणिज्यिक बनाने के लिए अपडेट कर रहे हैं।
वाल्व इंडक्शन हार्डनिंग मशीन कॉइल कैसे करें?
वाल्व रॉड एंड शमन उच्च आवृत्ति प्रेरण सख्त उपकरण और प्रारंभ करनेवाला द्वारा प्राप्त किया जाता है। प्रेरण गर्मी उपचार गुणवत्ता और उपकरण दक्षता और उपयोग काफी हद तक प्रारंभ करनेवाला संरचना डिजाइन और निर्माण पर निर्भर करता है। वाल्व रॉड एंड शमन प्रारंभ करनेवाला के प्रकार और विशेषताओं के अनुसार, इसे विमान प्रारंभ करनेवाला, यू-आकार या आयताकार प्रारंभ करनेवाला (प्रतिलिपि), खुले निरंतर शमन प्रारंभ करनेवाला (रॉड एंड शमन, आदि) में विभाजित किया जा सकता है, इसके अलग-अलग अंत चेहरे से मिलते हैं कठोरता, शमन लंबाई या गहराई तकनीकी आवश्यकताएं, आदि। वाल्व रॉड एंड शमन प्रक्रिया में, शमन प्रारंभ करनेवाला के लिए बुनियादी आवश्यकताएं इस प्रकार हैं:
- प्रारंभ करनेवाला को एक आयताकार (या गोल तांबे की ट्यूब) शुद्ध तांबे की ट्यूब या तांबे की प्लेट के साथ वेल्डेड किया जाता है ताकि समकोण पर तेज कोने के प्रभाव से बचा जा सके और कोनों पर ओवरहीटिंग या जलन को रोका जा सके।
- प्रभाव और प्रोफ़ाइल शमन के दौरान हीटिंग दक्षता में सुधार करने के लिए प्रारंभ करनेवाला को एक चुंबकीय गाइड से लैस किया जाना चाहिए।
- स्थापित करने, बनाने और समायोजित करने में आसान, पर्याप्त ताकत के साथ, हीटिंग प्रक्रिया में विकृत करना आसान नहीं है, और प्रारंभ करनेवाला में पैमाने और बाहरी गंदगी को साफ करने के लिए सुविधाजनक है।
- प्रकार प्रारंभ करनेवाला के माध्यम से निरंतर शमन के लिए, ऊपरी और निचले, इन्सुलेशन टाइल के अंदर, इग्निशन को रोकने के लिए, सेवा जीवन को लम्बा करने के लिए, और बेहतर शीतलन की स्थिति है।
बड़ी संख्या में उत्पादन प्रथाओं ने साबित कर दिया है कि एक बेलनाकार प्रारंभ करनेवाला के बजाय एक आयताकार प्रारंभ करनेवाला का उपयोग वाल्व रॉड के अंत में प्रेरण शमन की गुणवत्ता में सुधार, वाल्व सेवा जीवन को लम्बा करने और उत्पादकता बढ़ाने, सहायक समय को छोटा करने और सरल बनाने में स्पष्ट लाभ है। शमन उपकरण।
वाल्व प्रेरण सख्त मशीन तकनीकी विशेषताएं क्या है?
हमारे स्वचालित वाल्व प्रेरण सख्त मशीन की मुख्य विशेषताएं इस प्रकार हैं:
- प्रारंभ करनेवाला तय हो गया है, और वाल्व रॉड की शमन लंबाई स्थिर है।
- हीटिंग तापमान को समायोजित करने के लिए शमन ऊर्जा को अपनाने से अच्छा नियंत्रण प्रदर्शन होता है।
- स्वचालित लोडिंग और अनलोडिंग, कृत्रिम बुद्धिमान नियंत्रण, और उच्च और निम्न तापमान अलार्म अलगाव।
वाल्व इंडक्शन हार्डनिंग कैसे करें?
यह सुनिश्चित करने के लिए कि शमन के बाद वाल्व रॉड की गुणवत्ता तकनीकी आवश्यकताओं को पूरा करती है, इंडक्शन हार्डनिंग कॉइल और कूलिंग सिस्टम की संरचना को वाल्व रॉड एंड हार्डनिंग तकनीकी आवश्यकताओं के अनुसार चुना जाना चाहिए। सर्वोत्तम प्रक्रिया मापदंडों को निर्धारित करने के लिए प्रक्रिया परीक्षण के परिणामों के अनुसार, और विशिष्ट आवश्यकताओं के अनुसार निम्नलिखित विशिष्ट प्रक्रिया नियंत्रण करें।
- वाल्व प्रेरण सख्त मशीन हीटिंग पावर, वोल्टेज, वर्तमान (हीटिंग तापमान) या हीटिंग ऊर्जा, हीटिंग समय (बीट) या फ़ीड गति, और इसी तरह निर्धारित करने के लिए।
- शमन ठंडा मध्यम तापमान, स्प्रे दबाव, तेल या पानी शमन ठंडा मध्यम एकाग्रता सीमा और ठंडा समय।
- क्वेंचिंग कूलिंग मीडियम सर्कुलेशन सिस्टम को नियमित रूप से साफ करना चाहिए। प्रत्येक शटडाउन या दोषपूर्ण उपकरण के पुनरारंभ होने के बाद, क्वेंचिंग कूलिंग माध्यम को 20 मिनट के लिए परिचालित करने के बाद रॉड एंड क्वेंचिंग की जानी चाहिए।
- चुंबकीय कंडक्टर को प्रारंभ करनेवाला से मज़बूती से जोड़ा जाना चाहिए और यह सुनिश्चित करना चाहिए कि यह प्रारंभ करनेवाला की आंतरिक दीवार के समानांतर है।
- प्रारंभ करनेवाला और शीतलन प्रणाली का संरचनात्मक आकार वाल्व रॉड शमन आवश्यकताओं के अनुरूप होना चाहिए।
- इंजन वाल्व रॉड एंड क्वेंचिंग पोजिशनिंग डिवाइस और क्लैम्पिंग या प्रेसिंग डिवाइस का हर शिफ्ट में निरीक्षण किया जाना चाहिए, और निरीक्षण के लिए असामान्यता को रोका जाना चाहिए।
एचएमबी क्या है? KETCHAN वाल्व प्रेरण सख्त मशीन डेटा शीट?
प्रक्रिया रेंज | वाल्व व्यास: 5-10 मिमी, वाल्व टोपी व्यास 20-50 मिमी, कुल लंबाई 70-150 मिमी। |
सामग्री | 21-4N, 4Cr10Si2Mo, मूल कठोरता 25-45HRC |
सख्त गहराई | 2 - 5mm |
सख्त कठोरता | 50HRC से अधिक |
उच्च आवृत्ति प्रेरण हीटिंग मशीन | वोल्टेज: 380V ~ 480V 50 हर्ट्ज / 60 हर्ट्ज आवृत्ति: 20-60KHZ |
कुल शक्ति | 40KW |
उत्पादन की गति | 5एस/टुकड़ा |




{kind=link}
{kind=link}