
बियरिंग्स का प्रेरण सख्त होना
इंडक्शन हार्डनिंग एक सतह सख्त करने की तकनीक है जो बीयरिंग जैसे धातु के हिस्से पर एक कठोर परत बनाने के लिए इंडक्शन हीटिंग और शमन का उपयोग करती है।
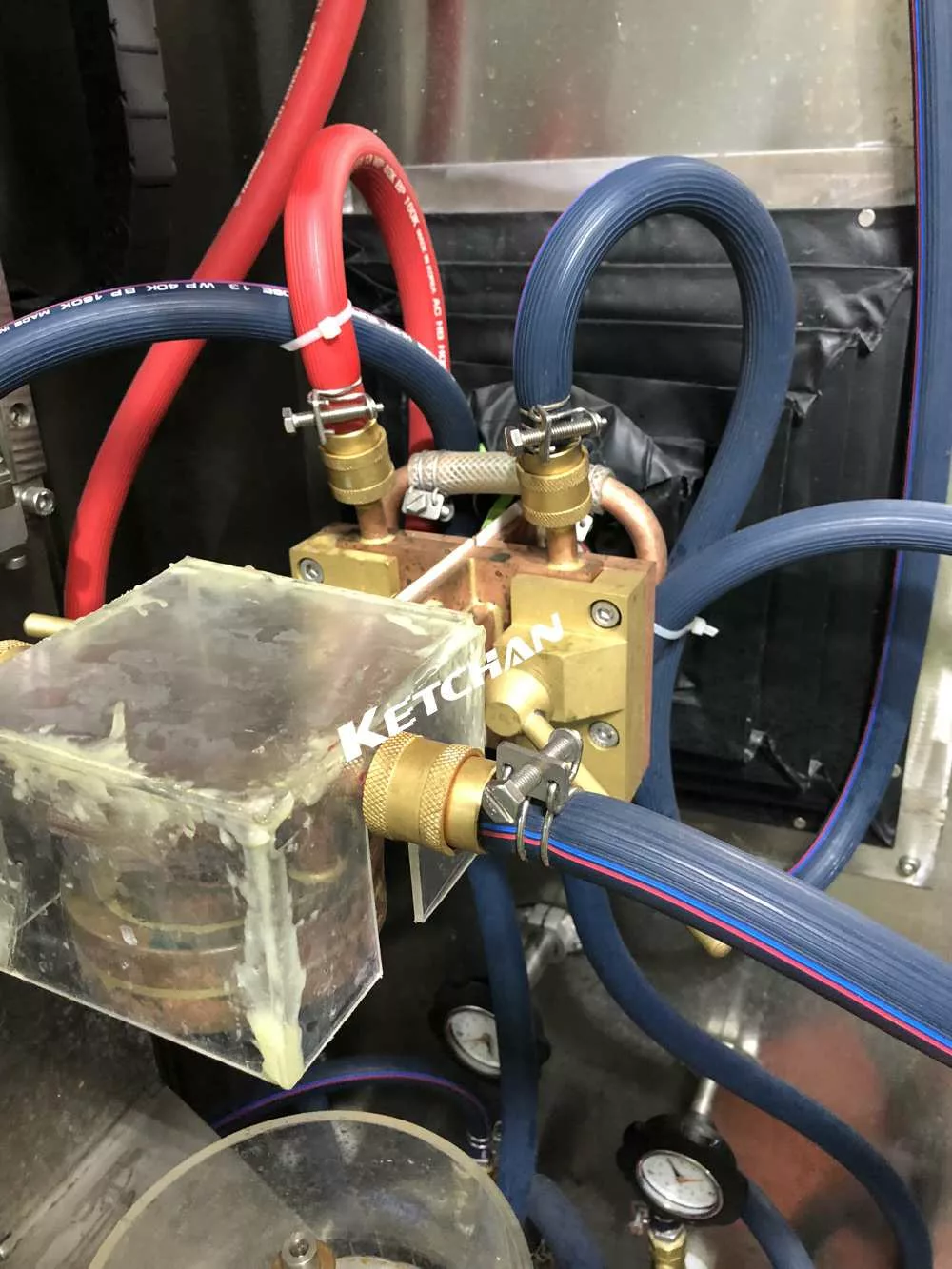
- प्लेसमेंट: बेयरिंग को तांबे की कुंडली के अंदर रखा जाता है।
- हीटिंग: बेयरिंग को उसके परिवर्तन तापमान से ऊपर एक प्रत्यावर्ती धारा द्वारा गर्म किया जाता है।
- शमन: बियरिंग को पानी या किसी अन्य शमन माध्यम से तेजी से ठंडा किया जाता है। यह प्रक्रिया सतह की कठोरता और घिसावट के प्रतिरोध को बढ़ाती है लेकिन इसे और अधिक भंगुर भी बनाती है।
बीयरिंगों के लिए, आगमनात्मक सतह सख्त करने के तीन प्रकार होते हैं: नरम क्षेत्र के साथ स्कैनिंग, नरम क्षेत्र के बिना स्कैनिंग, और एकल-शॉट सख्त होना। कुछ प्रक्रियाओं में, सख्त करने के ऑपरेशन को अलग-अलग चरणों में विभाजित किया जाता है: प्रारंभ क्षेत्र को गर्म करना, प्रारंभ को बुझाना शुरू होता है, और फिर कॉइल रिंग के चारों ओर घूमते हैं, इसे गर्म करते हैं।
इस प्रकार के सख्तीकरण के लिए 0.3–0.6 wt% C की कार्बन सामग्री की आवश्यकता होती है। इंडक्शन सतह कठोर कम मिश्रित मध्यम कार्बन स्टील्स का व्यापक रूप से महत्वपूर्ण ऑटोमोटिव और मशीन अनुप्रयोगों के लिए उपयोग किया जाता है जिनके लिए उच्च पहनने के प्रतिरोध की आवश्यकता होती है।
बीयरिंगों के लिए प्रेरण सख्त ताप उपचार के लाभ
- घिसाव प्रतिरोध में वृद्धि: कठोरता और घिसाव प्रतिरोध के बीच सीधा संबंध है। प्रेरण सख्त होने से किसी हिस्से का पहनने का प्रतिरोध काफी बढ़ जाता है।
- बढ़ी हुई ताकत और थकान जीवन: यह नरम कोर और सतह पर अवशिष्ट संपीड़न तनाव के कारण होता है। इंडक्शन हार्डनिंग शॉक लोड और कंपन को संभालने के लिए आवश्यक लचीलेपन का त्याग किए बिना बीयरिंग जर्नल और शाफ्ट अनुभागों को बेहतर स्थायित्व प्रदान कर सकता है।
- ताप उपचार विरूपण को कम करना: केवल सतह को गर्म और ठंडा किया जाता है, जिससे ताप उपचार विरूपण को कम किया जा सकता है।
- उच्च सतह कठोरता: सख्त होने की तुलना में तेज़ क्षेत्रीय शीतलन दर उच्च सतह कठोरता मान प्राप्त कर सकती है।
- कठिन कोर के साथ डीप केस: विशिष्ट केस की गहराई .030" - .120" होती है जो कार्बराइजिंग, कार्बोनिट्राइडिंग और उप-महत्वपूर्ण तापमान पर किए जाने वाले नाइट्राइडिंग के विभिन्न रूपों जैसी प्रक्रियाओं की तुलना में औसतन अधिक गहरी होती है।
- चयनात्मक सख्त प्रक्रिया: वेल्डिंग के बाद या मशीनिंग के बाद वाले क्षेत्र नरम रहते हैं - बहुत कम अन्य ताप उपचार प्रक्रियाएं इसे प्राप्त करने में सक्षम होती हैं।
- अपेक्षाकृत न्यूनतम विरूपण: उदाहरण के लिए, एक शाफ्ट 1" Ø x 40" लंबा, जिसमें दो समान दूरी वाले जर्नल होते हैं, प्रत्येक 2" लंबे को लोड के समर्थन और पहनने के प्रतिरोध की आवश्यकता होती है। इंडक्शन हार्डनिंग केवल इन सतहों पर की जाती है, कुल 4” लंबाई। एक पारंपरिक विधि के साथ (या यदि हम उस मामले के लिए पूरी लंबाई को इंडक्शन द्वारा सख्त कर देते हैं), तो काफी अधिक वारपेज होगा।
- कम लागत वाले स्टील के उपयोग की अनुमति देता है: जैसे 10451।
ये लाभ विभिन्न प्रकार के अनुप्रयोगों के लिए इंडक्शन हार्डनिंग को एक प्रभावी गर्मी उपचार प्रक्रिया बनाते हैं, जिसमें सतह सख्त करना, सख्त करना और तनाव से राहत, एनीलिंग और सामान्यीकरण, अनाज शोधन, वर्षा सख्त करना या उम्र बढ़ना और पाउडर धातुओं की सिंटरिंग शामिल है।