बॉल स्टड का मुख्य कार्य पहिया के ऊपर और नीचे की गति और स्टीयरिंग की गति को महसूस करना है। कार के ड्राइविंग और स्टीयरिंग कार्यों को पूरा करने के लिए बॉल स्टड एक महत्वपूर्ण सुरक्षा हिस्सा है। बॉल स्टड भागों की उपयोग की स्थिति यह निर्धारित करती है कि बॉल स्टड में पहिया से बल और कंपन का सामना करने के लिए पर्याप्त ताकत और स्थायित्व होना चाहिए, जिसका अर्थ है कि ताकत और स्थायित्व सुनिश्चित करने के लिए भाग का गर्मी उपचार नियंत्रण एक महत्वपूर्ण कारक है। , यहां बॉल स्टड के लिए इंडक्शन हीट ट्रीटमेंट का दीर्घकालिक सुधार अनुभव संदर्भ के लिए आपके साथियों के लिए पेश किया गया है।

1. बॉल स्टड की मुख्य निर्माण प्रक्रिया
ट्रक में प्रयुक्त बॉल स्टड राष्ट्रीय मानक 45 स्टील से बना है। बॉल स्टड के उपयोग और तकनीकी आवश्यकताओं के अनुसार, बॉल स्टड की सतह में उच्च पहनने के प्रतिरोध और स्थायित्व की आवश्यकता होती है। मुख्य प्रक्रिया: कटिंग → सैपोनिफिकेशन → कोल्ड हेडिंग → क्वेंचिंग एंड टेम्परिंग → ड्रिलिंग → रफ टर्निंग → रफ ग्राइंडिंग → फाइन टर्निंग → फाइन ग्राइंडिंग → थ्रेड रोलिंग → इंडक्शन हीटिंग और क्वेंचिंग, टेम्परिंग → नॉनडेस्ट्रक्टिव टेस्टिंग → पैकिंग → वेयरहाउसिंग।
2. बॉल स्टड इंडक्शन हीट ट्रीटमेंट तकनीकी आवश्यकताएं
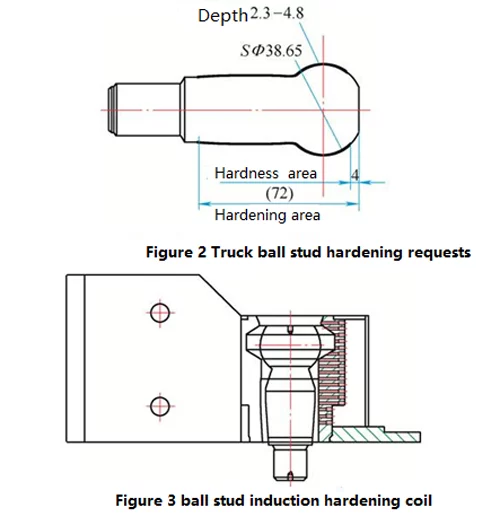
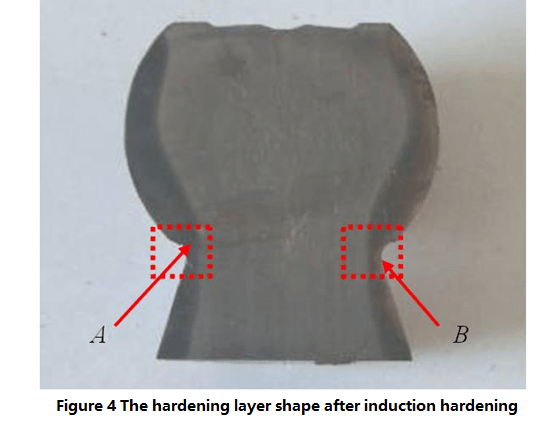
बॉल स्टड की तकनीकी आवश्यकताओं के अनुसार (चित्र 2 देखें), शमन और तड़के के लिए मध्यम आवृत्ति प्रेरण हीटिंग का उपयोग किया जाता है। 200kW की शक्ति और 8000Hz की आवृत्ति के साथ मध्यवर्ती आवृत्ति हीटिंग मशीन; शमन शीतलन माध्यम साफ पानी है, पानी का तापमान 20 ~ 40 ℃ है, और शमन पानी का दबाव 0.2 ~ 0.8MPa है; तड़के में अच्छी तरह की तड़के वाली भट्टी और तड़के का तापमान 180°C होता है। उपयोग किए गए ताप प्रारंभ करनेवाला की संरचना चित्र 3 में दिखाई गई है।
3. मौजूदा समस्याएं
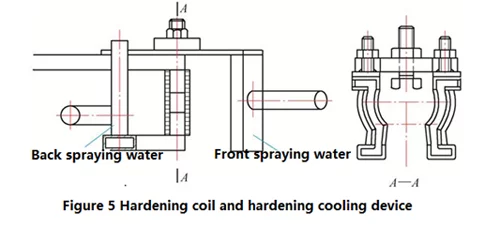
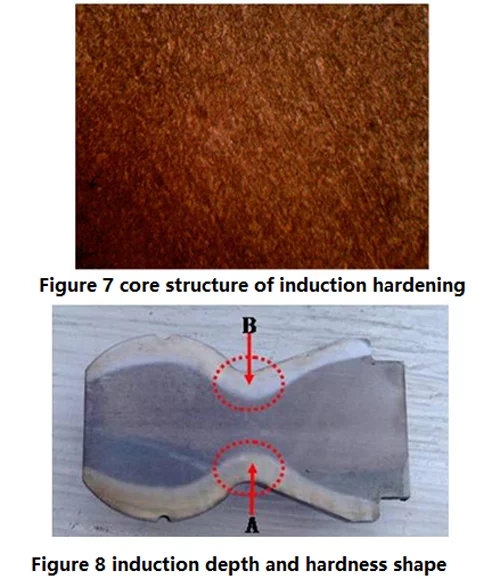
उपर्युक्त मध्यवर्ती आवृत्ति प्रेरण गर्मी उपचार प्रक्रिया द्वारा संसाधित बॉल स्टड निरीक्षण द्वारा पुष्टि की जाती है: कठोरता, मार्टेंसाइट संरचना, कठोर परत गहराई, कठोर क्षेत्र और आकार सभी योग्य हैं और तकनीकी आवश्यकताओं को पूरा करते हैं, लेकिन आकार में चित्रा 4, ए और बी में दिखाई गई कठोर परत स्पष्ट रूप से अन्य भागों की तुलना में गहरी है, और कठोर परत की गहराई बहुत असमान है, जो गर्मी उपचार के स्थिरता नियंत्रण में बड़ी कठिनाइयां लाती है। इसलिए, हमने इस अवांछनीय घटना को सुधारने का फैसला किया।
4. सुधार
नए डिज़ाइन किए गए प्रारंभ करनेवाला और शमन ठंडा पानी छिड़काव उपकरण एक विभाजित संरचना को अपनाते हैं (चित्र 5 देखें)। बाईं ओर असेंबली में इकट्ठे हुए सेंसर और क्वेंचिंग कूलिंग वॉटर स्प्रेइंग डिवाइस है, और दायां एए क्रॉस-सेक्शनल व्यू वर्कपीस पर प्रारंभ करनेवाला और पोजिशनिंग डिवाइस है। , प्रारंभ करनेवाला का आकार प्रारंभ करनेवाला और वर्कपीस के प्रभावी रिंग के अंदरूनी हिस्से के बीच की खाई की एकरूपता सुनिश्चित करता है। वर्कपीस को निचले क्लैंपिंग तंत्र में रखा जाता है, प्रारंभ करनेवाला में ले जाया जाता है, मध्य स्थिति में समायोजित किया जाता है, ऊपरी स्थिति डिवाइस के साथ तय किया जाता है, और फिर कम किया जाता है। डिवाइस का क्लैम्पिंग तंत्र बॉल पिन को घुमाने के लिए प्रेरित करता है, और सेंसर भागों को गर्म करने के लिए सक्रिय होता है। हीटिंग पूरा होने के बाद, आगे और पीछे के क्वेंचिंग वॉटर स्प्रे बॉक्स को कूलिंग और क्वेंचिंग के लिए स्प्रे किया जाता है। उपरोक्त प्रक्रिया को बिना बुझाए बॉल स्टड के लिए दोहराया जाता है, और बुझी हुई बॉल स्टड को तड़के के लिए तड़के वाली भट्टी में डाल दिया जाता है।
5. प्रभाव सुधारें
बॉल स्टड के गर्मी उपचार को फिर से शामिल करने के लिए उपरोक्त सुधार उपायों को लागू करें। निरीक्षण के बाद, टेम्पर्ड कठोरता 60HRC है; ग्रेड 2; कठोर परत की गहराई 3.2 ~ 4.0 मिमी है, जैसा कि चित्र 8 में दिखाया गया है, बेहतर बॉल स्टड कठोर परत की आकृति और परत की गहराई अपेक्षाकृत समान है, विशेष रूप से चित्र 8 में ए और बी पर कठोर परत की गहराई। आकार काफी सुधार हुआ है, लेकिन उत्पादन प्रक्रिया में, ऑपरेटर ने बताया कि क्लैंपिंग और अनलोडिंग दक्षता कम थी, जिसके परिणामस्वरूप सुधार से पहले कम उत्पादन हुआ।
6. फिर से सुधारें
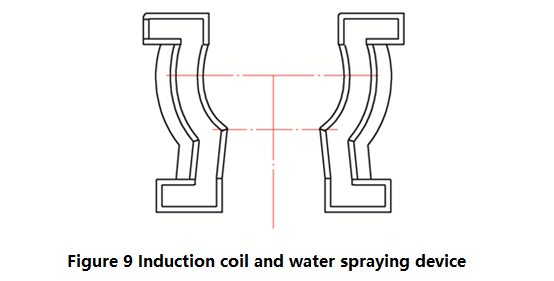
क्लैम्पिंग और अनलोडिंग की कम दक्षता को देखते हुए, हम मुख्य रूप से विश्लेषण करते हैं कि नई डिज़ाइन की गई पोजिशनिंग और क्लैम्पिंग डिवाइस पर्याप्त रूप से उचित नहीं है, जिससे अधिक मैनुअल संचालन होता है और इसमें लंबा समय लगता है। इसलिए, हमने मूल स्थिति और क्लैंपिंग को बदलने के लिए एक लंबवत मशीन टूल पेश करने का निर्णय लिया। यह मूल फिक्सिंग नट के लिए समय और वर्कपीस को प्रारंभ करनेवाला में ले जाने के समय को कम करता है जब वर्कपीस को निचले क्लैंपिंग तंत्र में रखा जाता है। इस कारण से, चित्रा 5 में दिखाया गया संबंधित विभाजन प्रारंभ करनेवाला और शमन ठंडा पानी स्प्रे डिवाइस एए दृश्य अंजीर में दिखाए गए राज्य में बदलता है। 9.
बेहतर क्लैंपिंग और पोजिशनिंग मैकेनिज्म को उत्पादन में लगाने के बाद, क्लैम्पिंग और अनलोडिंग की दक्षता सामान्य उत्पादन स्थिति में लौट आती है, जो मिलती है
उत्पादन आवश्यकताओं।
7। निष्कर्ष
जटिल आकार वाले बॉल स्टड के इंडक्शन हीट ट्रीटमेंट के व्यवस्थित सुधार के माध्यम से, हमें इस बात की गहरी समझ है कि हीट ट्रीटमेंट प्रोसेस डिज़ाइन की प्रक्रिया में, केवल निरंतर डिज़ाइन की चक्र प्रक्रिया, व्यावहारिक सत्यापन, सुधार की पुष्टि और पुन: परीक्षा और सुधार पूरी गर्मी उपचार प्रक्रिया कर सकता है। पार्ट डिज़ाइन के लिए आवश्यक तकनीकी प्रदर्शन आवश्यकताओं को बेहतर ढंग से पूरा करने के लिए सिस्टम में लगातार सुधार किया जाता है।
संबंधित उत्पाद
-
 सीएनसी सख्त प्रणाली
सीएनसी सख्त प्रणालीसीएनसी शमन मशीन उपकरण
-
सीएनसी सख्त प्रणाली
सीएनसी प्रेरण सख्त मशीन
-
इंडक्शन हीट ट्रीटमेंट सिस्टम
बॉल स्टड इंडक्शन हार्डनिंग मशीन


