रिंग गियर इंडक्शन हार्डनिंग
रिंग गियर (बाहरी रिंग गियर और इनर गियर सहित) आमतौर पर इस्तेमाल किया जाने वाला मैकेनिकल ट्रांसमिशन हिस्सा है, विशेष रूप से बड़े व्यास वाले रिंग गियर का उपयोग इंडक्शन हीटिंग और शमन प्रक्रिया के माध्यम से सतह को मजबूत करने के लिए किया जाता है। रिंग गियर इंडक्शन हार्डनिंग मशीन का व्यापक रूप से उपयोग इसकी सरल प्रक्रिया, भागों के छोटे विरूपण, भागों के आंशिक उपचार, उच्च उत्पादन क्षमता, ऊर्जा की बचत, स्वच्छ उत्पादन, कम पर्यावरण प्रदूषण और प्रक्रिया के आसान मशीनीकरण और स्वचालन के कारण किया जाता है।
रिंग गियर इंडक्शन हार्डनिंग एप्लीकेशन
रिंग गियर इंडक्शन सख्त करने के तरीके
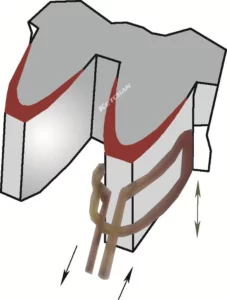
चार प्रकार के रिंग गियर इंडक्शन हीटिंग और क्वेंचिंग तरीके हैं, जो गैप-बाय-गैप रिंग गियर इंडक्शन हार्डनिंग, टूथ-बाय-टूथ गियर इंडक्शन हार्डनिंग, स्पिन हार्डनिंग गियर इंडक्शन हार्डनिंग और डुअल-फ्रीक्वेंसी इंडक्शन हार्डनिंग हैं। टूथ ग्रूव के साथ इंडक्शन हार्डनिंग और टूथ-बाय-टूथ इंडक्शन हार्डनिंग प्रक्रिया विशेष रूप से बड़े व्यास (2.5 मीटर तक) और बड़े मॉड्यूल वाले बाहरी और आंतरिक रिंग गियर के लिए उपयुक्त हैं, लेकिन छोटे व्यास और छोटे मॉड्यूल गियर के लिए उपयुक्त नहीं हैं। (मॉड्यूल)। 6 से कम)।
- गैप-बाय-गैप रिंग गियर इंडक्शन हार्डनिंग: टूथ फ्लैंक और टूथ रूट सख्त होते हैं, और टूथ टॉप के बीच में कोई कठोर परत नहीं होती है (चित्र 1 देखें)। इस पद्धति का ताप उपचार विरूपण छोटा है, लेकिन उत्पादन क्षमता कम है।
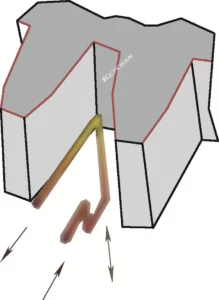
- गैप-बाय-गैप रिंग गियर इंडक्शन हार्डनिंग: टूथ फ्लैंक और टूथ रूट सख्त होते हैं, और टूथ टॉप के बीच में कोई कठोर परत नहीं होती है (चित्र 1 देखें)। इस पद्धति का ताप उपचार विरूपण छोटा है, लेकिन उत्पादन क्षमता कम है।
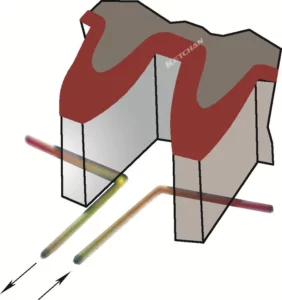
- स्पिन रिंग गियर प्रेरण सख्त: सिंगल-टर्न स्कैनिंग शमन या मल्टी-टर्न हीटिंग शमन एक ही समय में, दांत मूल रूप से पूरी तरह से बुझ जाते हैं और रूट सख्त परत उथली होती है (चित्र 3 देखें)। मध्यम और छोटे गियर के लिए उपयुक्त, उच्च गति, भारी शुल्क वाले गियर के लिए उपयुक्त नहीं है।
- दोहरी आवृत्ति प्रेरण सख्त: इंटरमीडिएट फ़्रीक्वेंसी टूथ स्लॉट को प्रीहीट करती है, और हाई फ़्रीक्वेंसी टूथ प्रोफाइल के साथ मूल रूप से वितरित एक कठोर परत प्राप्त करने के लिए टूथ टॉप को गर्म करती है।
गैप-बाय-गैप रिंग गियर इंडक्शन सख्त तकनीकी बिंदु
(1). रिंग गियर के टूथ ग्रूव के साथ इंडक्शन सख्त होने की सामान्य आवृत्ति 1 ~ 30kHz है, और प्रारंभ करनेवाला और भाग के बीच का अंतर 0.5 ~ 1 मिमी पर नियंत्रित होता है।
(2). कॉगिंग इंडक्टर्स के साथ उत्पन्न होने वाली एडी धाराएं तितली के आकार की होती हैं जिनकी जड़ में सबसे अधिक वर्तमान घनत्व होता है। इसलिए, प्रारंभ करनेवाला को एक चुंबकीय कंडक्टर से सुसज्जित किया जाना चाहिए, और प्रारंभ करनेवाला की दक्षता में सुधार करने के लिए दांत की जड़ की सतह से सटे प्रारंभ करनेवाला के वर्तमान घनत्व को इसके पायदान ड्राइविंग प्रभाव का उपयोग करके बढ़ाया जा सकता है।
(3). आसन्न दो फ्लैंक्स के साथ बहुत सममित होने के लिए इंडक्शन कॉइल को सटीक रूप से नियंत्रित करना और फ्लैंक्स और दांतों की जड़ों के बीच की खाई को सख्ती से नियंत्रित करना आवश्यक है।
(4). यह सुनिश्चित करने के लिए कि दांत की सतह और दांत की जड़ का ताप तापमान एक समान है और शमन क्रैकिंग को रोकने के लिए प्रारंभ करनेवाला की ऊंचाई और चुंबकीय कंडक्टर की मात्रा से उचित रूप से मेल खाता है।


रिंग गियर इंडक्शन कॉइल कैसे करें?
(1) सिंगल लूप इंडक्शन कॉइल
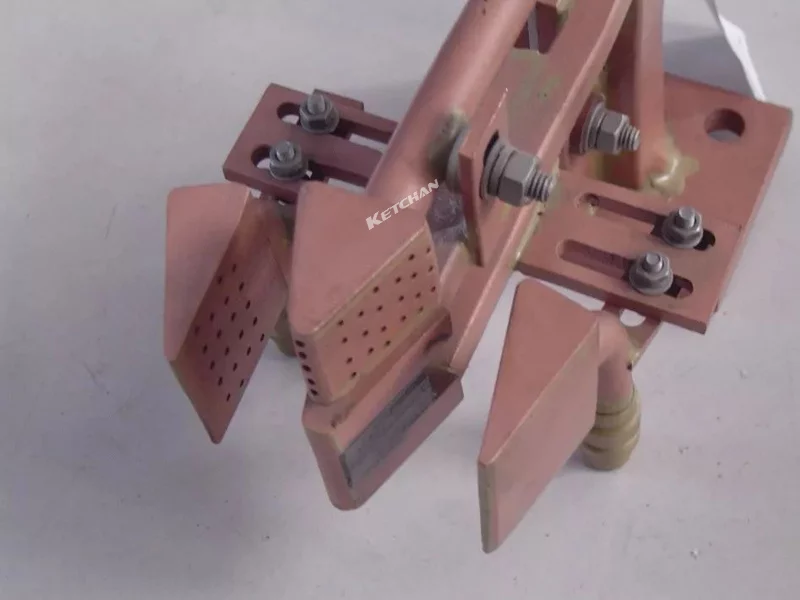
2)ब्रांच लूप इंडक्शन कॉइल
मुख्य सर्किट केंद्र में है, और दो शाखा सर्किट दोनों तरफ हैं। मुख्य सर्किट करंट ब्रांच सर्किट करंट से दोगुना होता है, जो रिंग गियर के इनलेट और आउटलेट एंड फेस पर तेज कोनों की ओवरहीटिंग इमेज को प्रभावी ढंग से कम कर सकता है।
इंडक्शन कॉइल में उच्च विनिर्माण परिशुद्धता और लंबी सेवा जीवन होता है और इसके शुरुआती नुकसान से बचने के लिए उपयोग के दौरान सावधानीपूर्वक समायोजित करने की आवश्यकता होती है।
रिंग गियर इंडक्शन सख्त गुणवत्ता में सुधार कैसे करें?
- कठोर परत असमान रूप से वितरित की जाती है, एक तरफ उच्च कठोरता और एक गहरी कठोर परत होती है; दूसरी तरफ कम कठोरता और उथली कठोर परत है। इसका कारण यह है कि दांत के खांचे के साथ इंडक्शन हार्डनिंग में रिंग इंडक्टर के रोटरी इंडक्शन हार्डनिंग की तुलना में उच्च स्थिति संवेदनशीलता होती है। टूथ साइड और इंडक्टर के बीच गैप का अत्यधिक सममित वितरण सुनिश्चित करने के लिए एक उच्च-सटीक पोजिशनिंग डिवाइस को डिजाइन और निर्माण करना आवश्यक है। यदि यह सममित नहीं है, तो यह एक छोटे से अंतराल के साथ प्रारंभ करनेवाला और किनारे के हिस्सों के बीच शॉर्ट-सर्किट उत्पन्न कर सकता है, जिसके परिणामस्वरूप प्रारंभ करनेवाला को जल्दी नुकसान हो सकता है।
- कठोर पार्श्व annealed। इसका कारण यह है कि सहायक शीतलन उपकरण को ठीक से समायोजित नहीं किया जाता है या शीतलक की मात्रा अपर्याप्त होती है।
- इंडक्शन कॉइल की नाक की नोक पर तांबे की ट्यूब ज़्यादा गरम होती है। दांत के खांचे के साथ गैर-दफन स्कैनिंग शमन प्रक्रिया का उपयोग करते समय, तांबे की ट्यूब आसानी से गर्म हो जाती है और प्रारंभ करनेवाला और भाग के बीच अपेक्षाकृत छोटे अंतर, हीटिंग सतह के गर्मी विकिरण और सीमित आकार के कारण जल जाती है। नाक में तांबे की नली। इंडक्शन कॉइल को नुकसान पहुंचाने के लिए। इसलिए, प्रारंभ करनेवाला को यह सुनिश्चित करना चाहिए कि शीतलन माध्यम से गुजरने के लिए पर्याप्त प्रवाह और दबाव हो।
- इंडक्शन प्रक्रिया के दौरान रिंग गियर का आकार और स्थिति बदल जाती है। दांतों के खांचे के साथ स्कैन और शमन करते समय, अंतिम उपचारित दांत 0.1 से 0.3 मिमी तक उभार जाएगा। इंडक्शन कॉइल के विरूपण, थर्मल विस्तार और अनुचित समायोजन से भागों और इंडक्शन कॉइल को नुकसान होगा। इसलिए, प्रारंभ करनेवाला और दांत पक्ष के बीच के अंतर को निर्धारित करते समय थर्मल विस्तार कारक पर विचार किया जाना चाहिए, और अंतराल को सुनिश्चित करने के लिए एक उपयुक्त सीमा उपकरण का उपयोग किया जाना चाहिए।
- प्रारंभ करनेवाला चुंबकत्व का प्रदर्शन नीचा है। चुंबकीय कंडक्टर की काम करने की स्थिति कठोर होती है, और यह उच्च घनत्व वाले चुंबकीय क्षेत्र और उच्च-वर्तमान वातावरण में अधिक गरम होने से आसानी से क्षतिग्रस्त हो जाती है (चित्र 7 देखें)। इसी समय, शमन माध्यम और जंग इसके प्रदर्शन को खराब कर देंगे। इसलिए इंडक्शन कॉइल के दैनिक रखरखाव और रखरखाव में अच्छा काम करना आवश्यक है।
इंडक्शन कॉइल ओवरहीटिंग डैमेज
")
टैग:केस इंडक्शन हार्डनिंग, गियर प्रेरण सख्त, प्रेरण सख्त आंतरिक विभाजन, प्रेरण सख्त मशीन, स्लीविंग रिंग्स का इंडक्शन हार्डनिंग, प्रेरण सख्त छल्ले, प्रेरण सख्त स्प्रोकेट गियर, प्रेरण गर्मी उपचार प्रणाली, प्रेरण शमन मशीन, रिंग गियर हीट ट्रीटमेंट, रिंग गियर इंडक्शन हार्डनिंग, स्लीविंग बेयरिंग इंडक्शन हार्डनिंग
संबंधित उत्पाद
-
 प्रेरण कुंडल
प्रेरण कुंडलइंडक्शन हार्डनिंग कॉइल
-
सीएनसी सख्त प्रणाली
सीएनसी प्रेरण सख्त मशीन
-
 इंडक्शन हीट ट्रीटमेंट सिस्टम
इंडक्शन हीट ट्रीटमेंट सिस्टमगियर हार्डनिंग मशीन



{kind=link}